Preparation method of gradient coating for surface strengthening of blanking die
A technology of surface strengthening and punching die, applied in the field of preparation of gradient coating, can solve the problems of cracks and peeling in the coating, large difference in hardness, toxic electroplating products, etc., to reduce wear, improve service life, and improve resistance The effect of abrasion and corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
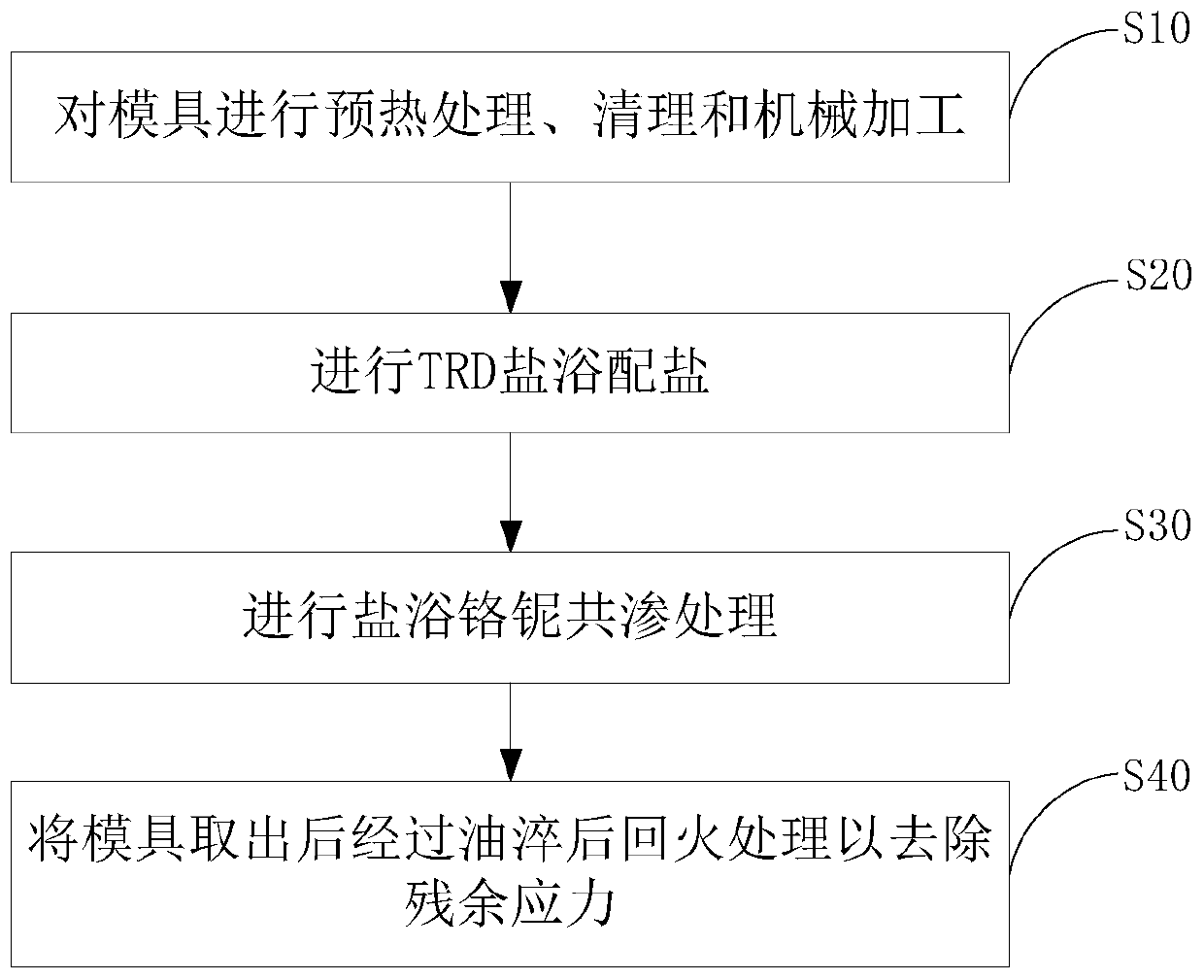
[0035] refer to figure 1 and figure 2 , a method for preparing a gradient coating for surface strengthening of a blanking die, comprising the following steps:
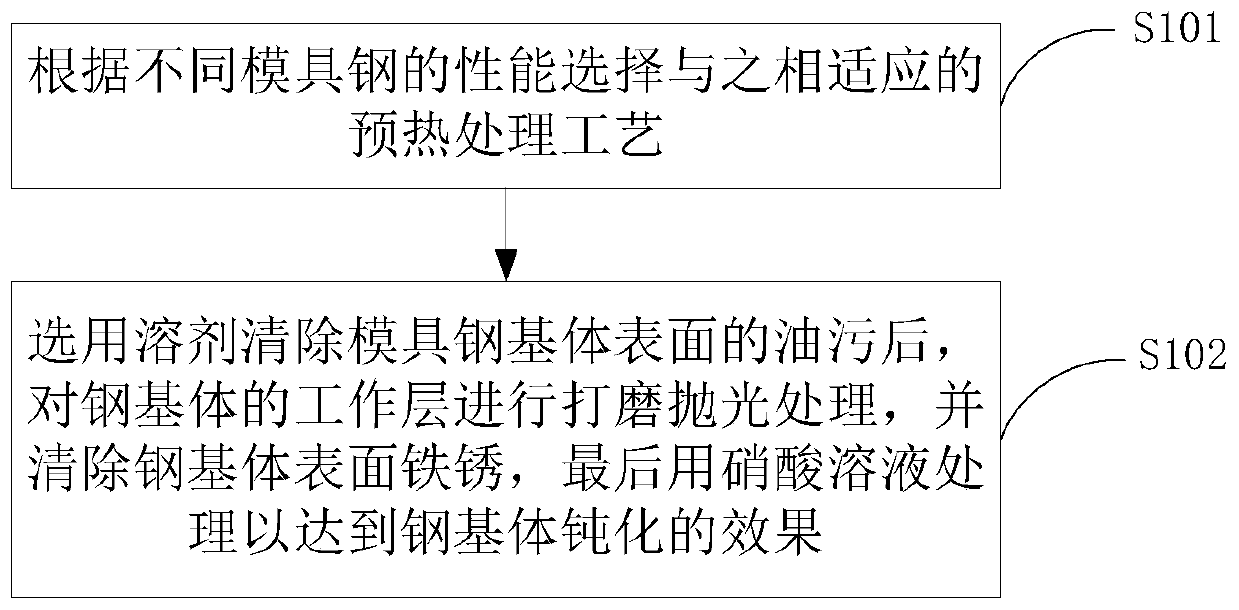
[0036] Step S10, preheating, cleaning and machining the mold;
[0037] Step S20, carry out TRD salt bath salt preparation: the formula of salt bath is: anhydrous borax: 70-75%, chromium donor: 8-12%, niobium donor: 4-6%, reducing agent: 3- 6%, activator: 8-10%, according to the above ratio, first heat the crucible to 820-850°C, gradually add borax until all borax is melted, then add metal donor and activator and stir until they are all melted, finally, Add the reducing agent (in a small amount sequentially) until it melts to form a salt bath, and keep it warm for 1-2 hours;
[0038] Step S30, performing salt bath chromium-niobium co-infiltration treatment: immerse the mold in a molten salt bath, the first stage temperature is 880-910°C, and the holding time is 2-3.5h; the second stage temperature is 930-940°C, hold...
Embodiment 1
[0050] (1) According to the TRD salt bath formula, weigh the corresponding anhydrous borax: 71%, chromium trioxide: 10%, niobium pentoxide: 5%, boron carbide: 4%, sodium fluoride : 10%.
[0051] (2) According to the above ratio, heat and dry the borax in the well-type tempering furnace at 200°C for 1 hour, take it out and mix it with the metal donor powder evenly, then add it to the crucible in turn, and heat up step by step according to the program of the resistance furnace control cabinet. Keep warm at 820°C, after all the salt is melted, slowly add a small amount of B 4 Add C powder and NaF and stir until they all melt to form a salt bath, and keep warm for 1h.
[0052] (3) After grinding and polishing the surface of the Cr12MoV steel workpiece, place it in 5wt% hydrochloric acid for 1min to remove rust, then remove the acid solution with alcohol, then passivate the surface with 5wt% nitric acid solution for 30s, and dry it.
[0053] (4) Immerse the treated workpiece in a...
Embodiment 2
[0062] (1) According to the TRD salt bath formula, weigh the corresponding anhydrous borax: 72%, chromium trioxide: 8%, niobium pentoxide: 4%, Al powder: 6%, sodium fluoride : 8%, rare earth silicon magnesium 2%.
[0063] (2) According to the above ratio, heat and dry the borax in the well-type tempering furnace at 200°C for 1 hour, take it out and mix it with the metal donor powder evenly, then add it to the crucible in turn, and heat up step by step according to the program of the resistance furnace control cabinet. Keep warm at 820°C. After the salt is completely melted, slowly add a small amount of Al powder, sodium fluoride and rare earth in sequence, and stir while adding until all the salt is melted to form a salt bath, and keep warm for 1 hour.
[0064] (3) After grinding and polishing the surface of the Cr12MoV steel workpiece, place it in 5wt% hydrochloric acid for 1min to remove rust, then use alcohol to remove the acid solution, then treat the surface with 5wt% nit...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com