


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
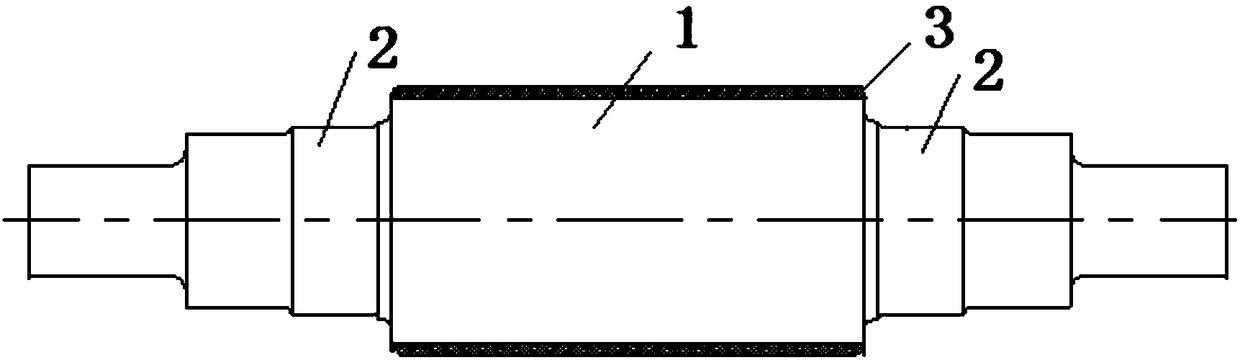
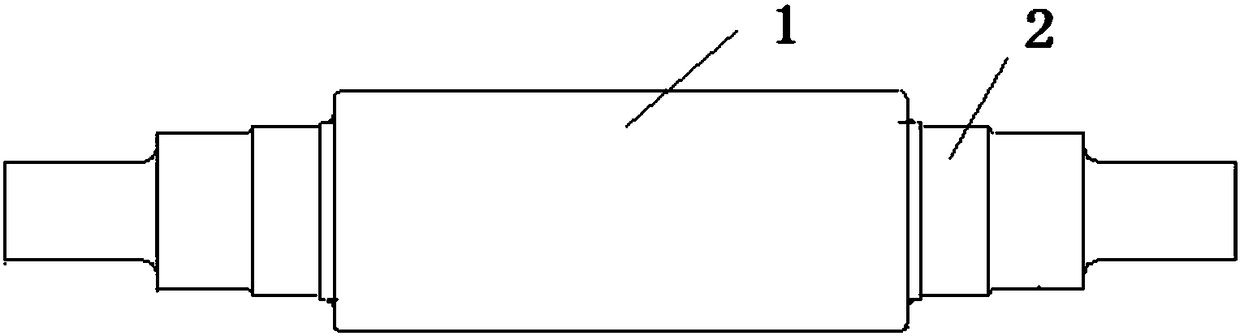
Bearing roller of 4200 mm or above wide and thick plate rolling mill and manufacturing process of bearing roller
A technology of back-up rolls and plate rolling mills, which is applied in the direction of manufacturing tools, rolls, metal rolling, etc., can solve the problems of white spots on back-up rolls, reduced toughness at the center of back-up rolls, and short service life, and achieve good wear resistance and resistance Fatigue performance, reduce the risk of fatigue spalling, and improve the feasibility of the process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0056] Further, the preparation method of the backup roll includes the following steps:
[0057] (1) Smelting and ingot casting: molten steel is roughly smelted, refined, alloyed, and vacuum cast into ingots; wherein, the chemical composition of the steel is as above.
[0058] Preferably, the preparation method of the backup roll also includes the following steps:
[0059] (2) Forging: heating the vacuum steel ingot, cutting off the harmful part of the ingot tail, upsetting and elongating, cutting off the harmful part of the riser, and forging a back-up roll blank;
[0060] (3) Heat treatment after forging: normalizing + spheroidizing annealing + tempering;
[0061] (4) Rough machining: rough machining of the forging blank;
[0062] (5) Final heat treatment: the process form is quenching + tempering.
[0063] Preferably, the rough refining of the molten steel in step (1) adopts an electric furnace, the alloying and refining of the molten steel adopts a ladle refining furnac...
Embodiment 1
[0074] (1) Smelting and ingot casting: molten steel is initially smelted in an electric arc furnace, then poured into a ladle refining furnace for refining and alloying, and then poured into a 450t large steel ingot by dripping and degassing in a vacuum ingot casting chamber, and the hydrogen content in the steel Reduced to below 1ppm.
[0075] The mass percent of its chemical composition is as follows: C=0.59, Si=0.43, Mn=1.24, Ni=0.34, Cr=2.06, Mo=0.54, V=0.25, P=0.15, S=0.008, Cu=0.10, H= 0.8ppm, the balance is iron and other unavoidable impurities.
[0076] (2) Forging: After heating the steel ingot, cut off the harmful part of the ingot tail, upsetting and elongating, cut off the harmful part of the riser, and forge the back-up roll blank;
[0077] (3) Heat treatment after forging: normalizing + spheroidizing annealing + tempering;
[0078] (4) Rough machining and ultrasonic flaw detection: process the forging blank according to the rough machining drawing, see the roug...
Embodiment 2
[0081] (1) Smelting and ingot casting: The molten steel is initially smelted in an electric arc furnace, then poured into a ladle refining furnace for refining and alloying, and then poured into a 340t large steel ingot by dripping and degassing in a vacuum ingot casting chamber, and the hydrogen content in the steel Reduced to below 1ppm, its chemical composition (mass percentage) is as follows: C=0.62, Si=0.38, Mn=1.18, Ni=0.34, Cr=1.96, Mo=0.49, V=0.20, P=0.016, S=0.006, Cu = 0.008, H = 0.9ppm, and the balance is other trace elements in iron and steel scrap.
[0082] (2) Forging: After heating the steel ingot, cut off the harmful part of the ingot tail, upsetting and elongating, cut off the harmful part of the riser, and forge the back-up roll blank;
[0083] (3) Heat treatment after forging: normalizing + spheroidizing annealing + tempering;
[0084] (4) Rough machining and ultrasonic flaw detection: process the forging blank according to the rough machining drawing, see ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| crystal size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com