


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Microalloying method capable of improving performance of steel for large heat input welding
A high-energy-energy welding and micro-alloying technology, which is applied in the field of low-alloy steel manufacturing, can solve the problems of restricting the refinement of the structure of the heat-affected zone and promoting the formation of intragranular acicular ferrite and other problems, so as to achieve low production costs. , Refine grain, control simple effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
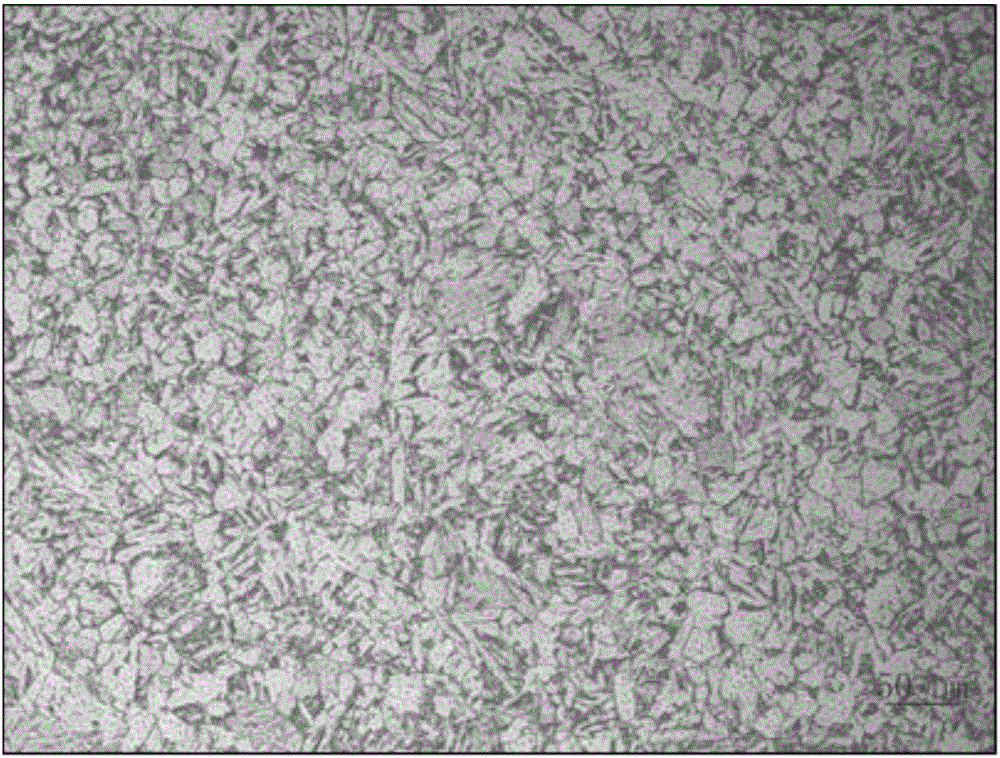
Embodiment 1
[0040] A kind of Mo-Nb-Mg-Ti microalloying method that improves the performance of steel for high heat input welding, specifically as follows:
[0041] The process of smelting high-energy-input welding steel is 120t top-bottom combined blowing converter-120tLF ladle furnace refining-continuous casting.
[0042] Conditions of molten iron: molten iron [P]≤0.090%, [S]≤0.045%.
[0043] Converter: end target [C]=0.04~0.06%, [P]≤0.015%, [S]≤0.030%, [O]=500~800ppm, tapping temperature 1685℃, adding ferromolybdenum and manganese during tapping Iron, ferrosilicon, ferroniobium, ferroaluminum.
[0044] LF: The refining time is 40 minutes, and the net blowing time of argon after calcium treatment is 8 minutes. During the net blowing, the liquid surface of molten steel should not be exposed. The temperature of molten steel entering the station is 1585°C for the first furnace and 1580°C for the continuous pouring furnace. After entering the station, the feeding amount of the aluminum wi...
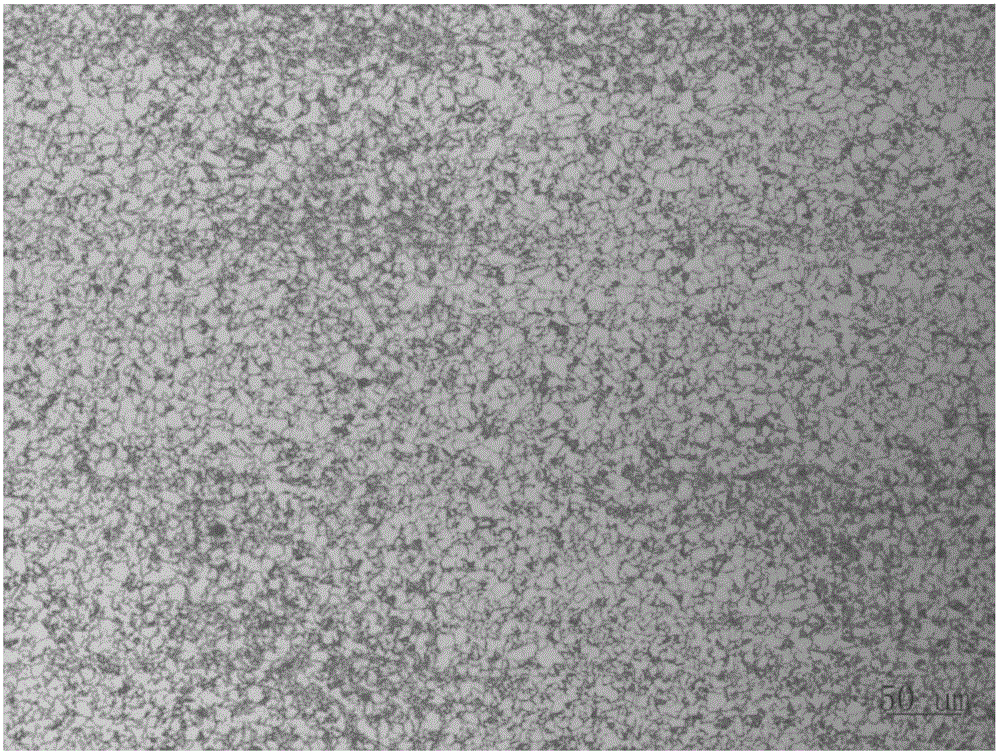
Embodiment 2
[0048] A kind of Mo-Nb-Mg-Ti microalloying method that improves the performance of steel for high heat input welding, specifically as follows:
[0049] The process of smelting high-energy-input welding steel is 120t top-bottom combined blowing converter-120tLF ladle furnace refining-continuous casting.
[0050] Conditions of molten iron: molten iron [P]≤0.090%, [S]≤0.045%.
[0051] Converter: end target [C]=0.04~0.06%, [P]≤0.015%, [S]≤0.030%, [O]=500~800ppm, tapping temperature 1680℃, adding ferromolybdenum and manganese during tapping Iron, ferrosilicon, ferroniobium, ferroaluminum.
[0052] LF: The refining time is 45 minutes, and the net blowing time of argon after calcium treatment is 10 minutes. During the net blowing, the liquid surface of molten steel should not be exposed. The temperature of molten steel entering the station is 1580°C for the first furnace and 1575°C for the continuous pouring furnace. After entering the station, the feeding amount of the aluminum w...
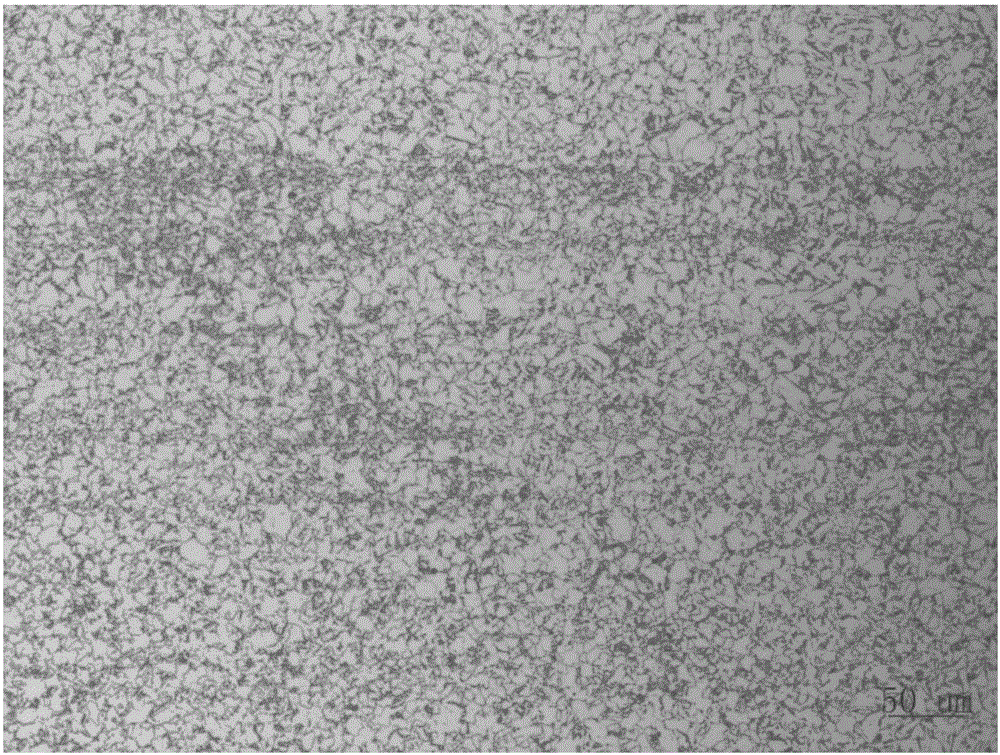
Embodiment 3
[0056] A kind of Mo-Nb-Mg-Ti microalloying method that improves the performance of steel for high heat input welding, specifically as follows:
[0057] The process of smelting high-energy-input welding steel is 120t top-bottom combined blowing converter-120tLF ladle furnace refining-continuous casting.
[0058] Conditions of molten iron: molten iron [P]≤0.090%, [S]≤0.045%.
[0059] Converter: end target [C]=0.04~0.06%, [P]≤0.015%, [S]≤0.030%, [O]=500~800ppm, tapping temperature 1670℃, adding ferromolybdenum and manganese during tapping Iron, ferrosilicon, ferroniobium, ferroaluminum.
[0060] LF: The refining time is 42 minutes, and the net blowing time of argon after calcium treatment is 6 minutes. During the net blowing, the liquid surface of molten steel should not be exposed. The temperature of molten steel entering the station is 1590°C for the first furnace and 1585°C for the continuous pouring furnace. After entering the station, the feeding amount of the aluminum wi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com