Planar vacuum glass welded by metal solders in microwave manner and subjected to edge sealing by groove, and manufacturing method of glass
A vacuum glass and welding surface technology, which is applied in glass manufacturing equipment, glass production, glass molding, etc., can solve the problems of inappropriateness, restriction of radiation heat transfer, and large space occupied by auxiliary seals, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
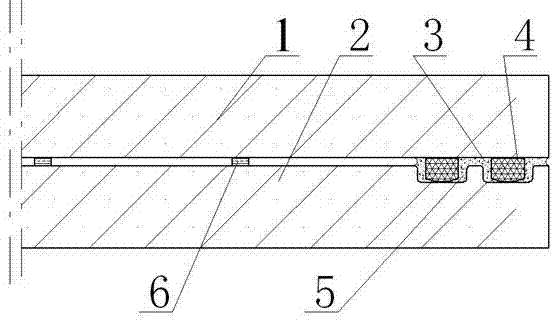
[0061] Embodiment 1: see figure 1 , the vacuum glass is composed of upper and lower pieces of glass, one of which is low-emissivity glass. Edge sealing grooves are opened at the welding place, and edge grinding, chamfering, cleaning and drying are carried out, and low-temperature glass powder paste is printed on the upper glass with polyester screen to make edge sealing strips and supports; the upper glass has two There are two edge-sealed frames and the lower glass has two edge-sealed grooves. After the upper and lower glass are combined, the edge-sealed frame of the upper glass can be embedded in the edge-sealed groove of the lower glass; the width of the upper glass edge-sealed frame is 1.5 mm, the height is 0.3mm, the width of the lower glass edge sealing groove is 2.5mm, and the depth is 0.5mm. The support is a lattice arrangement of equilateral triangles with the smallest unit. The side length of the triangle is 30mm, and the support is cylindrical. , with a diameter of...
Embodiment 2
[0064] Example 2: see figure 1 , the vacuum glass is composed of upper and lower pieces of glass, both of which are ordinary float glass, and its production method is as follows: first, cut two pieces of flat glass of the required size according to the shape and size of the vacuum glass to be produced, and weld them on the periphery of the lower glass Edge sealing grooves are opened at the edge, and edge grinding, chamfering, cleaning and drying are carried out. On the upper glass, the low-temperature glass powder paste is printed into edge sealing strip frames by printing technology. The upper glass has two edge sealing strip frames, and the lower glass The glass has two edge-sealing grooves. After the upper and lower glass are combined, the edge-sealing strip frame of the upper glass can be embedded in the edge-sealing groove of the lower glass; secondly, the upper glass is sent to the high-temperature furnace, and the temperature of the high-temperature furnace is 550~650℃. ...
example 3
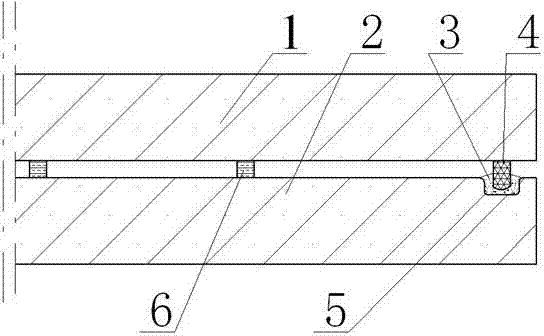
[0066] Example 3: see figure 2 , one of the two pieces of vacuum glass is low-emissivity glass, and the other is tempered glass or half-tempered glass. For radiant glass, edge sealing grooves are set at the peripheral welding of the lower glass, and the edges are ground, chamfered, cleaned, and dried. On the upper glass, the low-temperature glass powder paste is printed on the upper glass to form an edge sealing strip frame. There is an edge banding frame, and the lower glass has an edge banding groove. After the upper and lower glass are combined, the edge banding frame of the upper glass can be embedded in the edge banding groove of the lower glass; First print or spray a layer of paste containing low-temperature glass powder on the position of the side groove, and then print or spray a layer of commercially available silver paste as a transition layer; secondly, send the upper glass into the tempering furnace, in the tempering furnace 650~ Under the action of high tempera...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com