Tailored blank laser welding method for improving production efficiency and quality of aluminum alloy plate blanks
A technology of aluminum alloy sheet and laser tailor welding, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., and can solve the problems of inability to apply laser tailor welding of aluminum alloy sheet, failure of sheet to achieve good strength performance, difficulty and high cost , to make up for the reduction of joint strength and plasticity, avoid welding thermal cracks, and improve the utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
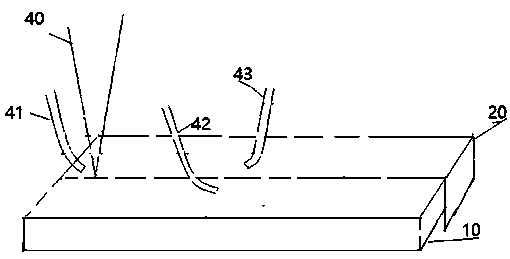
[0071] The welding base material is two 5182 aluminum alloy plates, namely the first workpiece 10 and the second workpiece 20. The size of the first workpiece 10 is 300mm*400mm*1.5mm, and the size of the second workpiece 20 is 300mm*400mm*2mm. The hydrogen content in the two 5182 aluminum alloy plates is 0.12ml / 100g. Place the first workpiece 10 and the second workpiece 20 on several vacuum chucks of the copper plate assembly, adjust the lower surface of the first workpiece 10 and the lower surface of the second workpiece 20 to be aligned on the upper surface of the copper plate through the copper plate assembly, and the first The gap between the workpiece 10 and the second workpiece 20 is 0.1 mm, and the welding seam is a straight line.
[0072] An 800-watt pulsed laser is used to generate the first cleaning laser beam 30 and the second cleaning laser beam 40 through the beam splitter, the pulse period of the first cleaning laser beam 30 and the second cleaning laser beam 40 ...
Embodiment 2
[0079] The welding base material is two 5182 aluminum alloy plates, namely the first workpiece 10 and the second workpiece 20. The size of the first workpiece 10 is 300mm*400mm*1.0mm, and the size of the second workpiece 20 is 300mm*400mm*1.5mm. The hydrogen content in the two 5182 aluminum alloy plates was detected to be 0.12ml / 100g. Place the first workpiece 10 and the second workpiece 20 on several vacuum chucks of the copper plate assembly, adjust the lower surface of the first workpiece 10 and the lower surface of the second workpiece 20 to be aligned on the upper surface of the copper plate through the copper plate assembly, and the first The gap between the workpiece 10 and the second workpiece 20 is 0.1 mm, and the welding seam is a straight line.
[0080] An 800-watt pulsed laser is used to generate the first cleaning laser beam 30 and the second cleaning laser beam 40 through the beam splitter, the pulse period of the first cleaning laser beam 30 and the second clean...
Embodiment 3
[0088] The welding base material is two 5182 aluminum alloy plates, namely the first workpiece 10 and the second workpiece 20. The size of the first workpiece 10 is 300mm*400mm*1.0mm, and the size of the second workpiece 20 is 300mm*400mm*1.5mm. The hydrogen content in the two 5182 aluminum alloy plates was detected to be 0.12ml / 100g. Place the first workpiece 10 and the second workpiece 20 on several vacuum chucks of the copper plate assembly, adjust the lower surface of the first workpiece 10 and the lower surface of the second workpiece 20 to be aligned on the upper surface of the copper plate through the copper plate assembly, and the first The gap between the workpiece 10 and the second workpiece 20 is 0.1 mm, and the welding seam is arc-shaped with a radius of 290 mm.
[0089] An 800-watt pulsed laser is used to generate the first cleaning laser beam 30 and the second cleaning laser beam 40 through the beam splitter, the pulse period of the first cleaning laser beam 30 a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Angle | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com