A kind of electron beam welding method of bti6431s high temperature titanium alloy material
A high-temperature titanium alloy, electron beam welding technology, applied in electron beam welding equipment, welding equipment, metal processing equipment and other directions, can solve the problems of large deformation of components, decreased mechanical properties of welds, and high melting point of titanium alloys, to prevent oxidation and The effect of element burning, reducing weld porosity, and modifying weld surface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
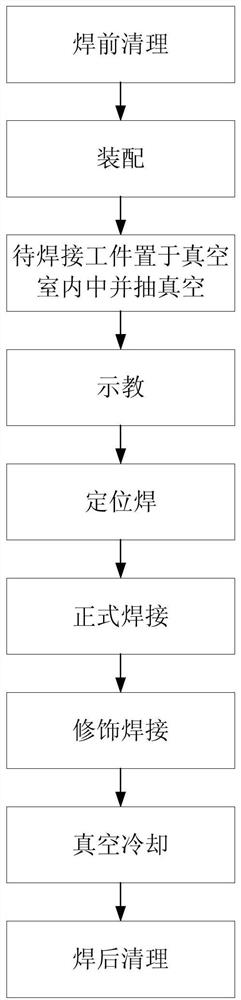
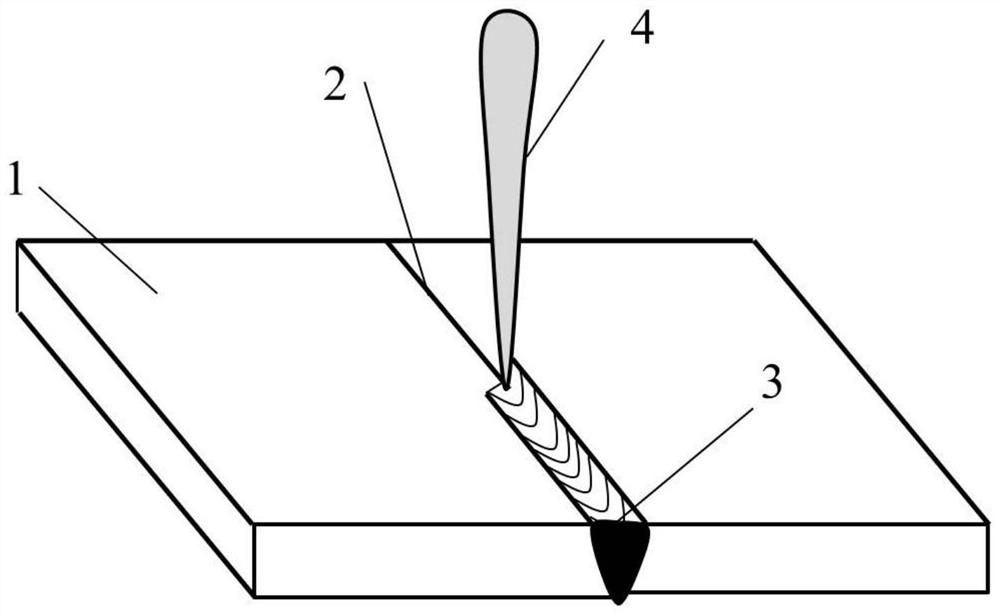
[0053] 2mm thick BTi6431S high temperature titanium alloy flat plate butt welding. as attached figure 2 As shown, the joint structure is in the form of butt joint. The specific welding process such as figure 1 shown.
[0054] 1) Cleaning before welding, degreasing, pickling, drying, grinding and scraping of BTi6431S high temperature titanium alloy plate;
[0055] 2) Assemble, fix the titanium alloy plate firmly, ensure that the maximum butt gap of the weld is not greater than 0.15mm, and the step difference is not greater than 10% of the base metal thickness;
[0056] 3) Put the assembled BTi6431S alloy plate into the vacuum chamber and vacuumize, the vacuum degree of the vacuum chamber is 2×10 - 2 Pa;
[0057] 4) When the vacuum degree meets the requirements, call the NC program and use a small electron beam current (2~4mA) to teach the welding seam trajectory. The teaching process ensures that the electron beam spot is always in the middle of the weld;
[0058] 5) P...
Embodiment 2
[0064] 3mm thick BTi6431S alloy flat plate butt welding. as attached figure 2 As shown, the joint structure is in the form of butt joint.
[0065] 1) Cleaning before welding, degreasing, pickling, drying, grinding and scraping of BTi6431S high temperature titanium alloy plate;
[0066] 2) Assemble, fix the titanium alloy plate firmly, ensure that the maximum butt gap of the weld is not greater than 0.15mm, and the step difference is not greater than 10% of the base metal thickness;
[0067] 3) Put the assembled BTi6431S alloy plate into the vacuum chamber and vacuumize, the vacuum degree of the vacuum chamber is 2×10 - 2 Pa;
[0068] 4) When the vacuum degree meets the requirements, call the NC program and use a small electron beam current (2~4mA) to teach the welding seam trajectory. The teaching process ensures that the electron beam spot is always in the middle of the weld;
[0069] 5) Perform uniform tack welding on the workpiece along the welding seam. The welding ...
Embodiment 3
[0075] 10mm thick BTi6431S high temperature titanium alloy flat plate butt welding. as attached figure 2 As shown, the joint structure is in the form of butt joint.
[0076] 1) Cleaning before welding, degreasing, pickling, drying, grinding and scraping of BTi6431S high temperature titanium alloy plate;
[0077] 2) Assemble, fix the titanium alloy plate firmly, ensure that the maximum butt gap of the weld is not greater than 0.15mm, and the step difference is not greater than 10% of the base metal thickness;
[0078] 3) Put the assembled BTi6431S alloy plate into the vacuum chamber and vacuumize, the vacuum degree of the vacuum chamber is 2×10 - 2 Pa;
[0079] 4) When the vacuum degree meets the requirements, call the NC program and use a small electron beam current (2~4mA) to teach the welding seam trajectory. The teaching process ensures that the electron beam spot is always in the middle of the weld;
[0080] 5) Perform uniform tack welding on the workpiece along the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com