Composite friction plate and preparation method thereof
A friction plate and composite material technology, applied in the field of material science, can solve the problems of low mechanical strength, low mechanical strength, large molding shrinkage rate, etc., and achieve the effects of stable product quality, simple production process and excellent wear resistance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
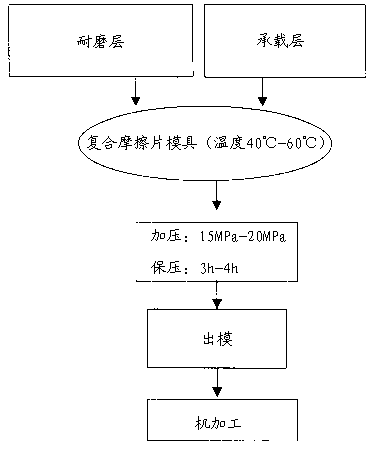
[0027] The present invention also provides a preparation method for the wear-resistant layer, the steps are as follows: (a) batching and mixing: weigh 45-85 parts of the base resin, 10-30 parts of the wear-resistant material, and 5-30 parts of the reinforcing material. Add 25 parts into a high-speed mixer and stir for 3-5 minutes to mix evenly. The evenly mixed raw materials are dried at a temperature of 130±5°C for 3-4 hours; (b) Extrusion granulation: pass the dried mixed raw materials through a resistant High-temperature special twin-screw extruder for melt extrusion and granulation, extrusion temperature: 270~390°C, host speed: 200~250 rpm, extruded pellets are dried at 130±5°C for 3~4 hours; ( c) Injection molding: The dried pellets are injected into wear-resistant layer products through a special injection molding machine. The injection temperature is 280~400°C, the mold temperature is 120~160°C, the injection pressure is 70~100MPa, and the screw speed is 50~100 rpm, the...
Embodiment 1
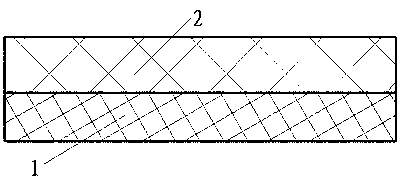
[0033]Embodiment 1, the ratio of raw materials for wear-resistant layer 2, in parts by weight: 55 parts of polyphenylene sulfide, 25 parts of polytetrafluoroethylene, 5 parts of molybdenum disulfide, 15 parts of carbon fiber powder; stir and mix in a high-speed mixer , The uniformly mixed raw materials are dried at 130°C for 4 hours, and the dried mixed raw materials are melted and extruded into granules through a high-temperature-resistant special twin-screw extruder. The extrusion temperature is 270-390°C, and the host speed is 240 rpm. The extruded pellets are dried at a temperature of 130±5°C for 4 hours, and the dried pellets are injected into wear-resistant layer 2 products through a special injection molding machine. The injection temperature is 280~400°C, the mold temperature is 140°C, and the injection pressure is is 80MPa, the screw speed is 90 rpm, and the finished product of wear-resistant layer 2 is obtained.
Embodiment 2
[0035] Embodiment 2, the difference from Embodiment 1 is: the ratio of raw materials for the wear-resistant layer 2, in parts by weight: 40 parts of polyphenylene sulfide, 15 parts of polyphenylene, 22 parts of polytetrafluoroethylene, disulfide 5 parts of molybdenum, 3 parts of graphite, 15 parts of carbon fiber powder.
PUM
| Property | Measurement | Unit |
|---|---|---|
| epoxy equivalent | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com