Cylinder sleeve inner wall heat insulation wear-resistant composite coating layer and preparation method thereof
A technology of composite coating and cylinder liner, applied in the direction of coating, metal material coating process, melt spraying, etc., can solve the problems of low spraying temperature, large coating porosity, lack of heat insulation, etc. High temperature oil corrosion resistance, improved self-lubricating performance and excellent thermal conductivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
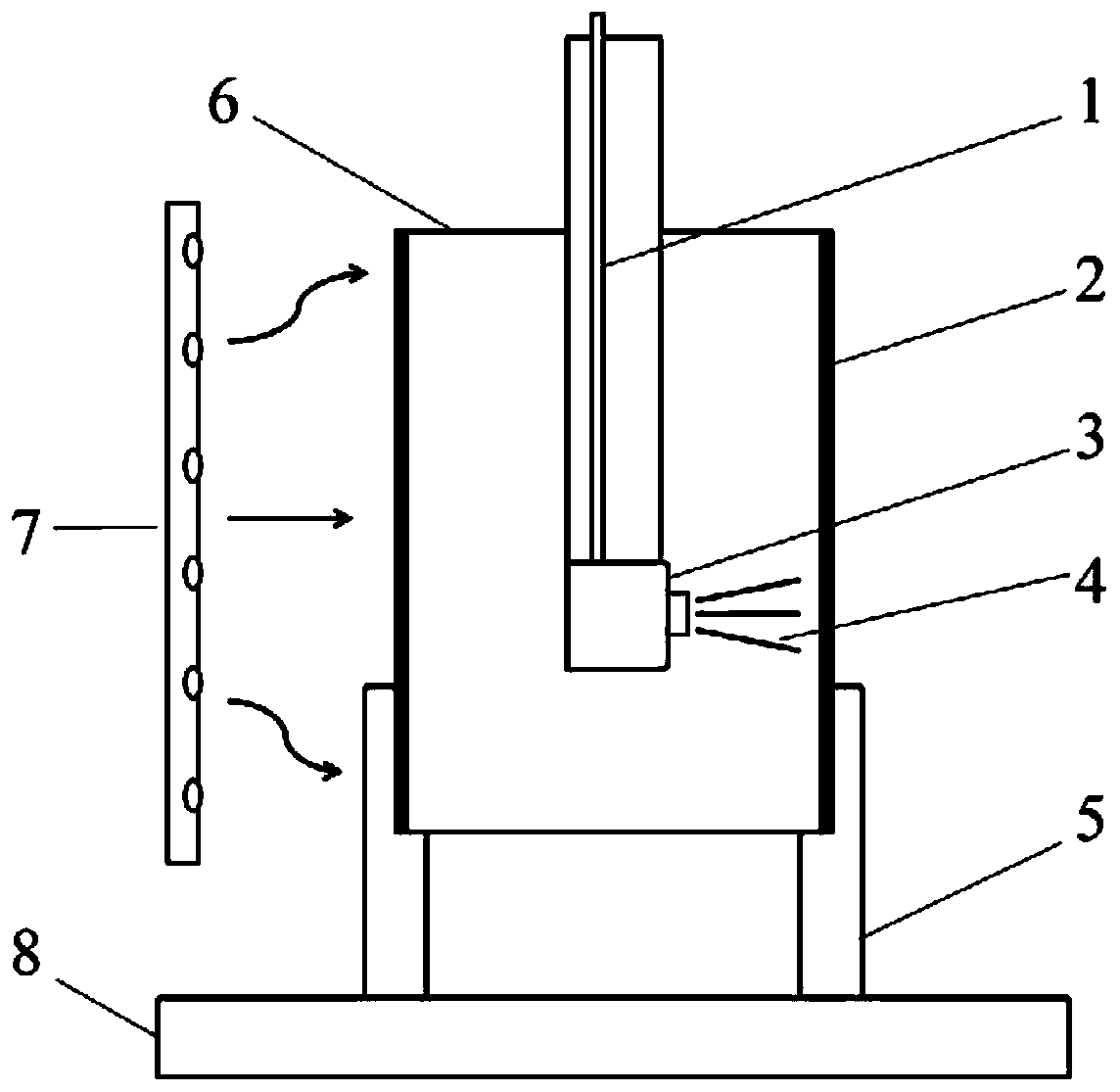
[0045] 1. Use acetone to ultrasonically clean the inner wall of the cylinder liner to be sprayed, and then dry it.
[0046] 2. Using brown corundum as the spraying material, carry out sandblasting and roughening treatment on the inner wall of the dried cylinder liner. The particle size of brown corundum is 20 mesh. The sandblasting machine performs sandblasting operation, and the surface roughness of the roughened substrate is Ra7.0.
[0047] 3. Spraying powder includes two substances, one is Al with particle size ranging from 15 to 45 μm 2 o 3 -13%TiO 2 ceramic powder. The other is metal Mo powder with particle size ranging from -74 to +44 μm. Weigh 1000g of the two powders respectively.
[0048] 4. Dry the two powders in an oven at 80°C for 2 hours to ensure that the powders maintain good fluidity during spraying.
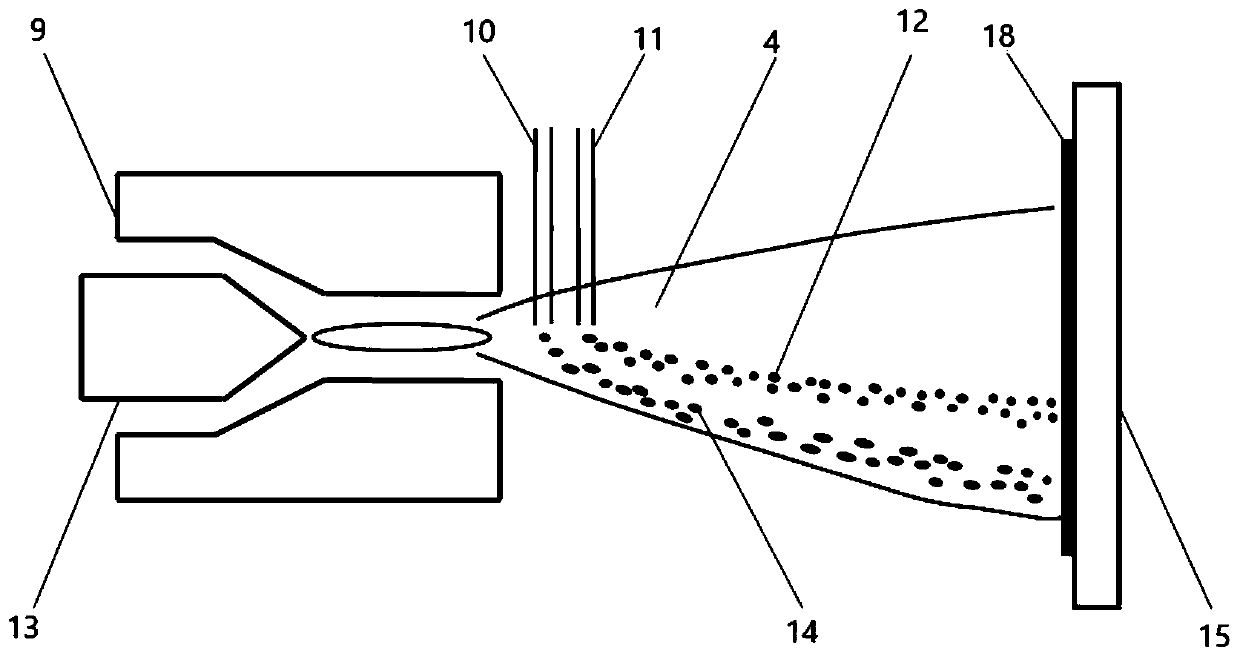
[0049] 5. The metal powder and ceramic powder are simultaneously fed into the plasma arc flame flow by means of dual-way powder feeding. The powder feedin...
Embodiment 2
[0054] The difference between this embodiment and Embodiment 1 is that in step 5, the metal powder feeding speed is 15 g / min, the ceramic powder feeding speed is 5 g / min, and the ceramic powder is a bonding agglomeration powder. In step 6, the current of the plasma spraying process is 518A, the voltage is 61V, the flow rate of the plasma generating gas Ar is 50L / min, and the H 2 The flow rate is 8L / min, the spraying distance is 55mm, the vertical translation speed of the gun is 2.5mm / s, and the number of repeated spraying is 6 times.
Embodiment 3
[0056] The difference between this embodiment and Embodiment 1 is that in step 5, the metal powder feeding speed is 20 g / min, and the ceramic powder feeding speed is 6 g / min. In step 6, the current of the plasma spraying process is 518A, the voltage is 61V, the flow rate of the plasma generating gas Ar is 50L / min, and the H 2 The flow rate is 8L / min, the spraying distance is 55mm, the vertical translation speed of the gun is 2.5mm / s, and the number of repeated spraying is 5 times.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com