Ultrasonic assisted flame brazing method for titanium and aluminum dissimilar metal
An ultrasonic-assisted, flame brazing technology, applied in metal processing equipment, welding media, welding equipment, etc., can solve the problems that aluminum-based brazing filler metals are difficult to wet the titanium base material, so as to improve the wetting and spreading ability, reduce defects, The effect of improving joint performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0030] The invention provides a method for ultrasonically assisted flame brazing of titanium and aluminum dissimilar metals, which comprises the following steps:
[0031] (1) Hot-dip aluminum plating
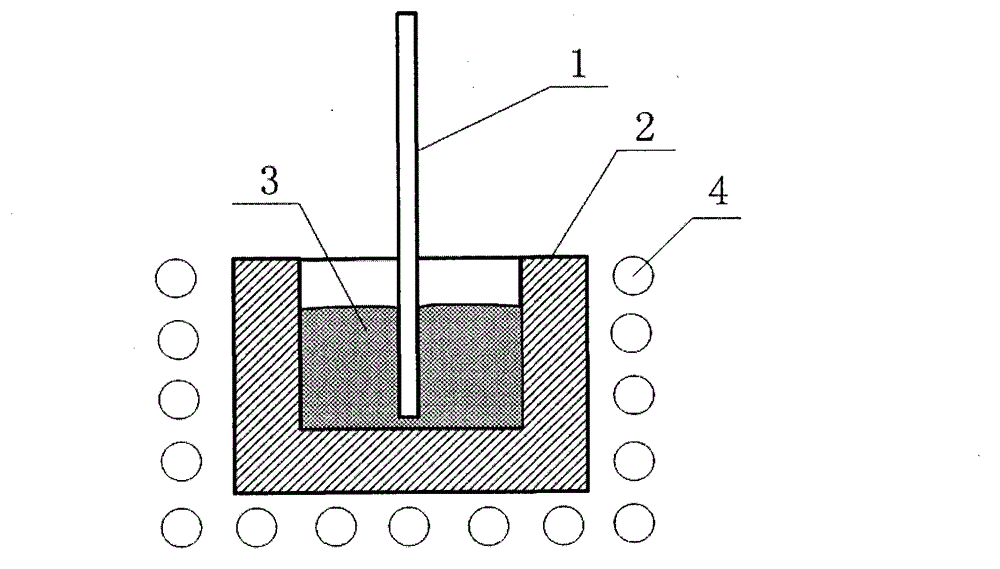
[0032] Cut the pure aluminum welding wire that has been wiped with acetone to remove oil stains into small pieces and put it into the graphite crucible 2, put the graphite crucible 2 into a furnace with a heating wire 4 and heat it to 700°C to melt the pure aluminum welding wire, and keep it warm for more than half an hour to ensure The temperature of molten aluminum 3 is homogenized. Clean the end of the connected titanium plate 1 with sandpaper and wash with acetone to remove the oxide film and oil. Dissolve NOCOLOK brazing flux in acetone to form a suspension, and brush it on the front and back surfaces with a width of 10 mm at the end of the titanium plate 1 . After the acetone is volatilized, the titanium plate 1 on the side coated with the flux is vertically immersed in ...
Embodiment 2
[0036] A kind of titanium, aluminum dissimilar metal ultrasonic-assisted flame brazing method, it comprises the following steps:
[0037] (1) Hot-dip aluminum plating
[0038] Cut the pure aluminum welding wire that has been wiped with acetone to remove oil stains into small pieces and put it into the graphite crucible 2, put the graphite crucible 2 into a furnace with a heating wire 4 and heat it to 750°C to melt the pure aluminum welding wire, and keep it warm for more than half an hour to ensure The temperature of molten aluminum 3 is homogenized. Clean the end of the connected titanium plate 1 with sandpaper and wash with acetone to remove the oxide film and oil. Dissolve NOCOLOK brazing flux in acetone to form a suspension, and brush it on the front and back surfaces with a width of 20 mm at the end of the titanium plate 1 . After the acetone is volatilized, the titanium plate 1 on the side coated with the flux is vertically immersed in the aluminum liquid 3 , kept for ...
Embodiment 3
[0043] The base material is 50mm×40mm×2mm TC4 titanium alloy plate and pure aluminum aluminum plate. Cut the cleaned pure aluminum welding wire into small pieces and put them into a graphite crucible. Put the crucible into an electric furnace and heat it to 750°C. Keep it warm for one hour to make the molten aluminum Homogenize the temperature. Dissolve chloride, fluoride mixed flux or NOCOLOK flux in acetone to make a suspension, and then apply it to the front and back sides within 15mm of the edge of the titanium plate. After air-drying, immerse the flux-coated side of the titanium plate vertically In the molten aluminum, after dipping for 1 min, the titanium plate is pulled out at a constant speed of 2 cm / s, and cooled naturally. Clean the overlapping part of the aluminum plate with sandpaper and acetone to remove oxides and oil stains, apply fluoride flux to the overlapping part of the aluminized titanium plate and the aluminum plate and assemble it into a lap joint with a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com