Injection molding process machining method for large composite material reinforced thin-wall support structure
A composite material and support structure technology, applied in the direction of coating, etc., can solve problems such as mold processing, maintenance, operation, quality control, high labor costs, affecting product performance, occupational diseases of workers and masters, etc., to achieve superior production and operation environment, The effect of reducing the amount of mechanical cutting and reducing the production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] Equivalent modulus and tensile strength of comprehensive material, and the purchase convenience of domestic material, present embodiment adopts PA66 and staple fiber T300. The performance parameters of PA66 are: density 1.14g / m 3 , the elastic modulus is 3.21GPa, and the strength is 68.3MPa. The performance parameters of short fiber are: density 1.76g / m 3 , the elastic modulus is 230MPa, the strength is 2330MPa, and the diameter is 6μm. The parameters in the manufacturing process are raw material drying temperature of 100°C, drying time of 4 hours, melt temperature of 255-303°C, mold temperature of 120-140°C, and holding time of 3-5s.
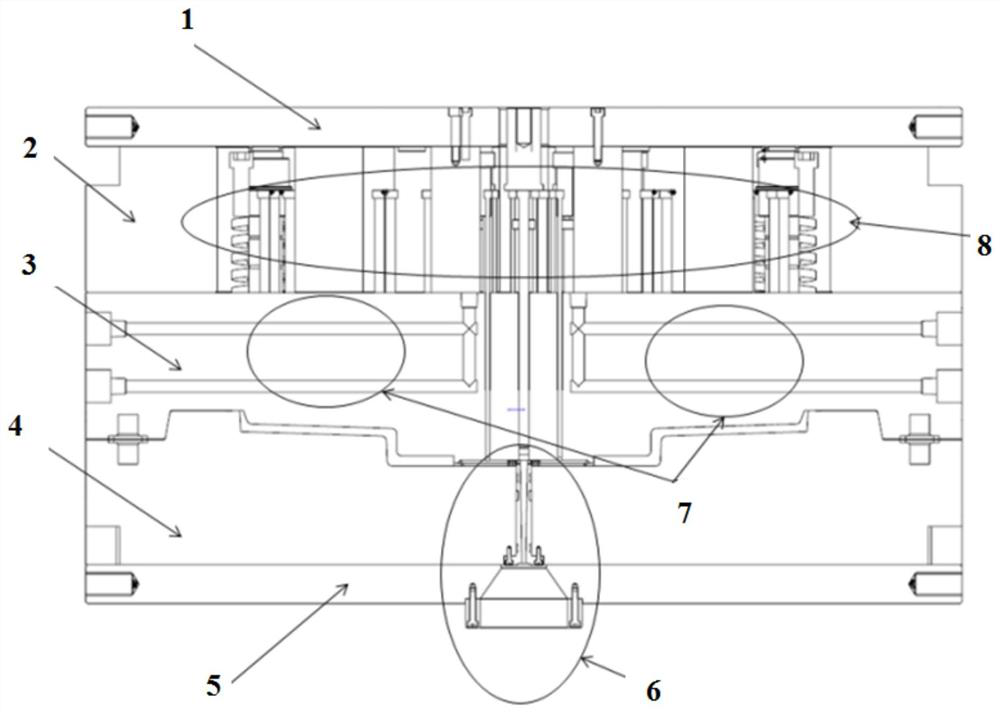
[0030] This embodiment discloses the injection mold for preparing large-scale composite material reinforced thin-walled support. The injection mold used in the present invention is the same as the existing injection mold principle, including a fixed mold bottom plate 1, a support plate 2, a fixed mold 3, a movable mold 4, The movable ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com