Production method of ultrathin hot-rolled strip steel
A technology of hot-rolled strip steel and production methods, applied in heat treatment furnaces, metal rolling, heat treatment equipment, etc., can solve problems such as deterioration of steel performance and quality, cracking, and increased production operating costs, and achieve economical production processes and low cost. Short Effect of Carbon Requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] In order to make the object, technical solution and advantages of the present invention clearer, the specific implementation manner of the present invention will be described in detail below in conjunction with the accompanying drawings of the present invention. In order to keep the following description of the present invention clear and concise, a detailed description of known techniques is omitted in the detailed description.
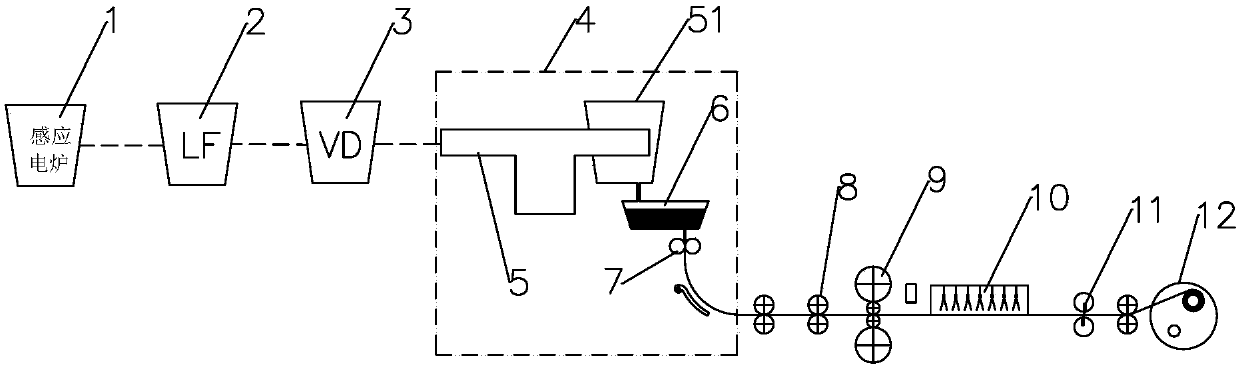
[0017] Such as figure 1 As shown, the production method of the ultra-thin hot-rolled steel strip of the present invention includes the following process steps: smelting process, refining process, continuous casting process, hot rolling process and cooling coiling process. Each process step is described in detail below:
[0018] A, smelting process: the steel scrap is sent to the induction furnace 1 for smelting, so that the steel scrap is melted into molten steel;
[0019] Put the steel scrap (unified waste grade) that does not need to be so...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com