Local pressurization mechanism and method for producing automobile engine suspension shock insulators by same
An automobile engine, local pressurization technology, applied in the field of local pressurization mechanism and manufacturing engine suspension spacer, can solve the problems of low internal and surface hardness, poor internal quality of products, long production cycle, etc., and achieve small thermal shock , Simplify the production process, the effect of less heat
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
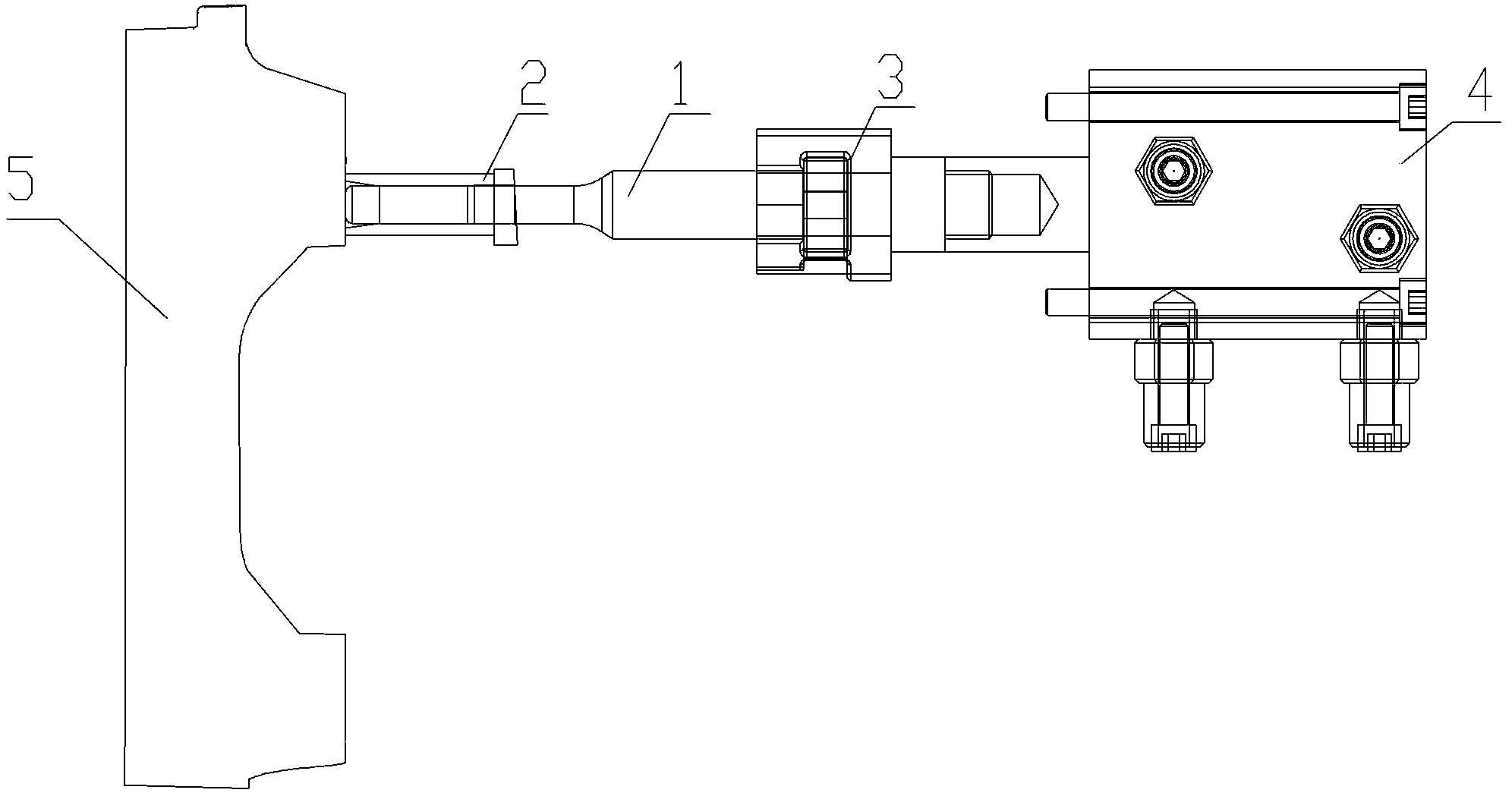
[0021] Specific implementation mode one: combine figure 1 Describe this embodiment. The mechanism of this embodiment includes a local pressurization insert 1, a cylinder 2, a connecting sleeve 3 and an oil cylinder 4. The transmission rod of the oil cylinder 4 is connected to one end of the local pressurization insert 1 through the connecting sleeve 3. The other end of the pressure insert 1 is installed in the cylinder 2 and is in contact with the pouring end of the part 5 to be processed, and the cylinder 2 is docked with the part 5 to be processed.
specific Embodiment approach 2
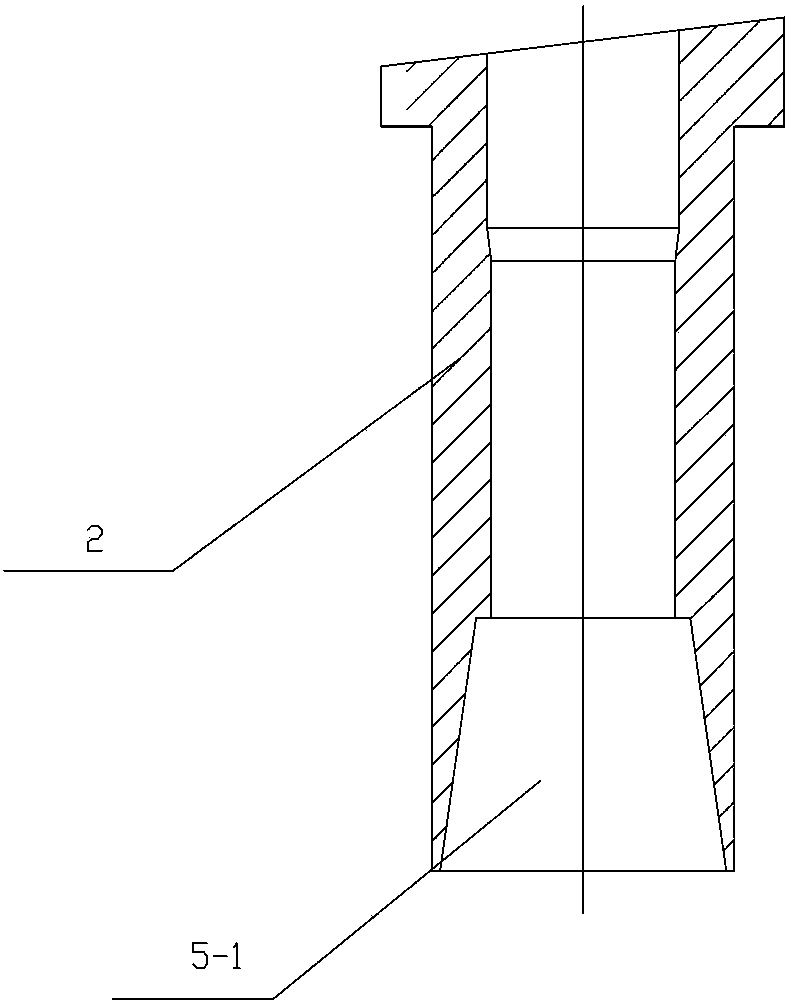
[0022] Specific implementation mode two: combination figure 2 Illustrate this embodiment, the end face of the cylinder 2 of this embodiment in contact with the part 5 to be processed has a through hole 5-1 with a trapezoidal cross section, and the bottom angle of the trapezoid is 74°. The advantage of this structure is to avoid the wall of the cylinder. The rapid solidification of the surrounding aluminum liquid hinders the operation of the local pressurization mechanism. Other implementation steps are the same as those in the first embodiment.
specific Embodiment approach 3
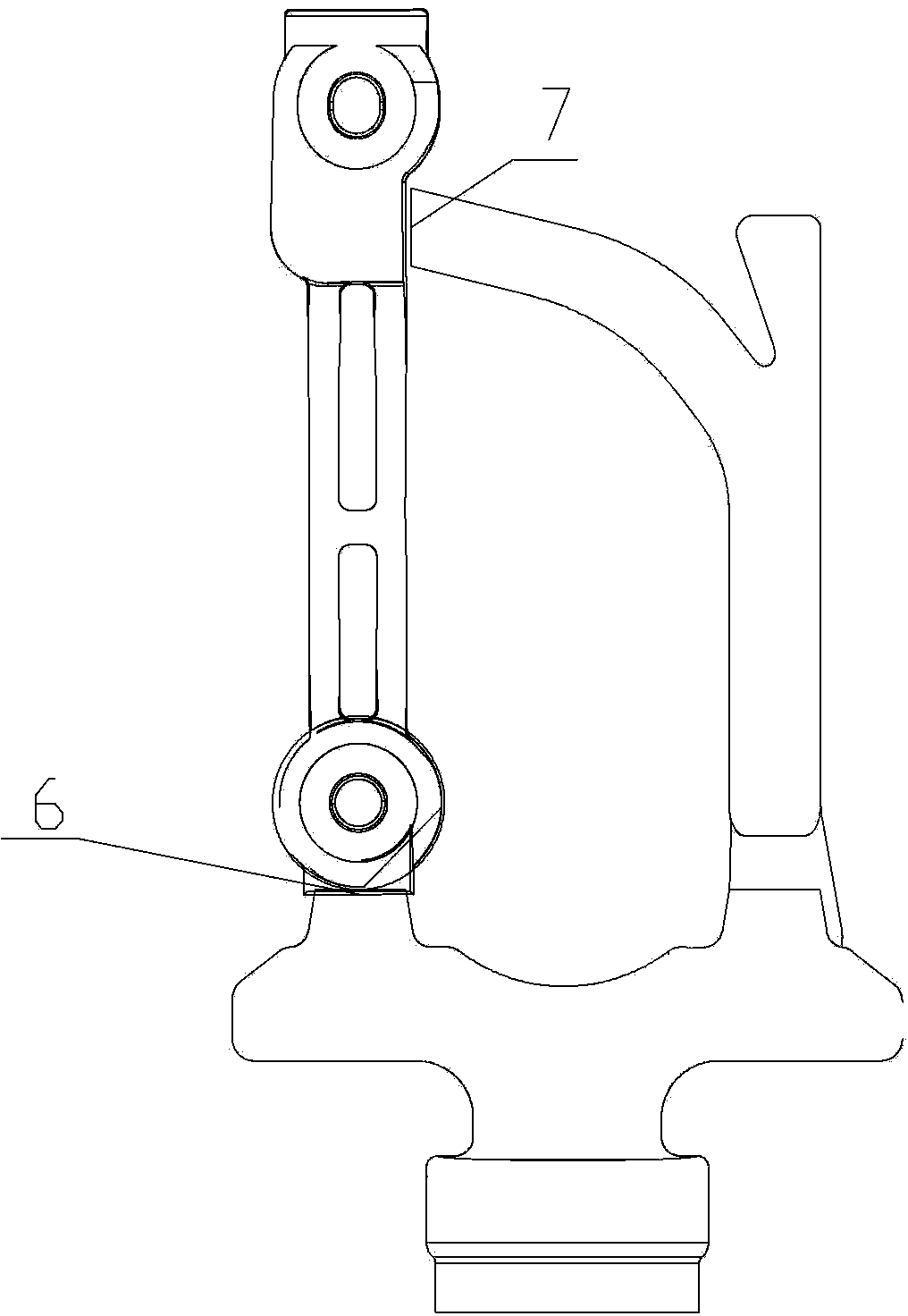
[0023] Specific implementation mode three: combination Figure 1-Figure 3 To illustrate this embodiment, the method of this embodiment includes the following steps:
[0024] Step 1. Mold design and molding: adopt the double sprue pouring method, design the gate size of the main sprue to be 29×24mm, the draft angle to be 5°, and the gate of the auxiliary sprue to be opened at the top of the part 5 to be processed At the wall thickness, the size is 20×15mm, and the draft angle is 10°;
[0025] Step 2. Aluminum alloy smelting: put the aluminum alloy into the crucible to heat and melt it; after the aluminum alloy is melted, perform refining and slag removal on the molten aluminum, and cool down to a temperature near the liquidus line of 600-640°C;
[0026] Step 3. Squeeze casting process: the mold temperature machine is connected to the extrusion mold through the oil cylinder 4, and the extrusion mold and the mold temperature machine are debugged separately. After debugging, the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com