Method for connecting aluminum alloy and steel by laser filler wire
A technology of laser wire filling and aluminum alloy, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of high quality and efficient connection, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 2
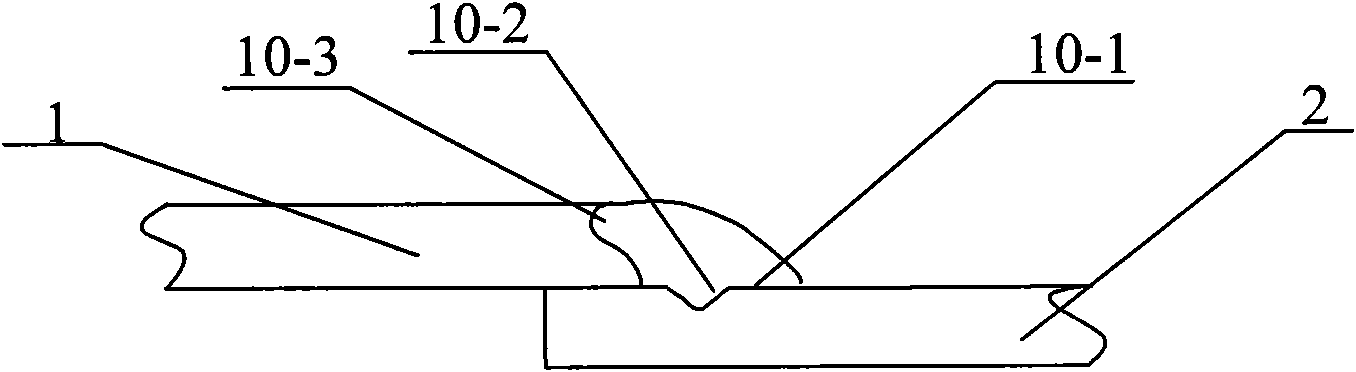
[0028] Other welding conditions are identical with embodiment 1, do not go into details here, the cross-sectional view of two kinds of metal melting-brazing connection is as follows Figure 4 shown.
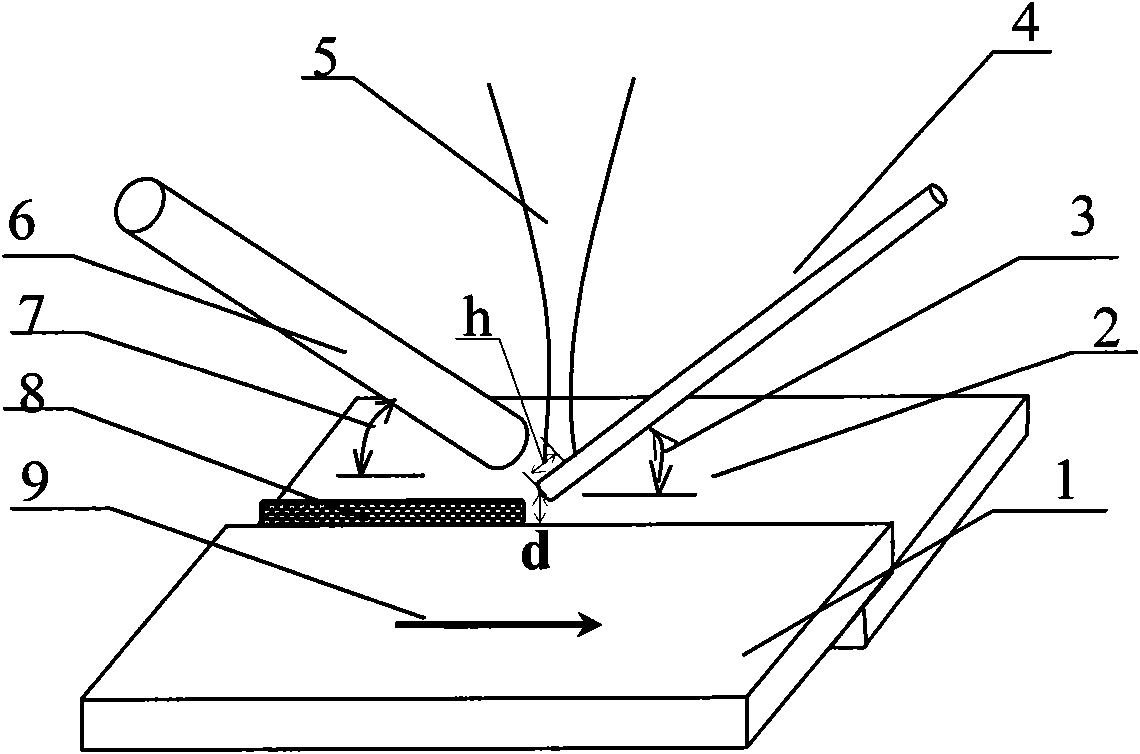
[0029] Laser power P = 3000W, welding speed 3m / min, wire feeding speed 9m / min, defocus + 5mm, laser spot diameter 0.38mm on the welding wire, filling welding wire is AlSi5 welding wire with a diameter of 1.2mm, falling wire The position of the point is that the distance d between the center of the welding wire and the side of the aluminum plate on the upper part of the welding joint is 1.0mm, the length h between the center of the laser spot and the front end of the aluminum alloy welding wire is 1.0mm, the shielding gas is He, and the flow rate is 25L / min , wire feed angle 56°
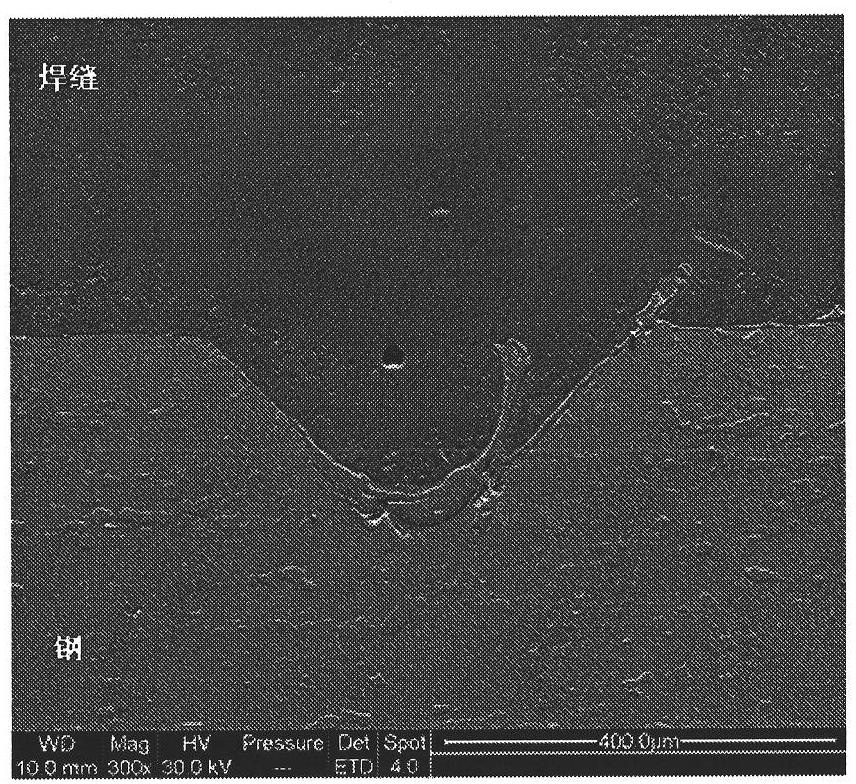
[0030] The tensile-shear test results of the connection joints obtained by the above method show that the damage position of the sample mainly occurs in the heat-affected zone of the aluminum alloy plat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com