Casting method of cast steel cooling plate
A cooling plate and steel casting technology, which is applied in the casting of cast steel cooling plate and metallurgical high-temperature furnaces, can solve the problems of unfavorable cooling plate efficient cooling, increase resource consumption, increase the temperature of the cooling plate working surface, etc., and solve the problem of melting through And inner surface oxidation, improve cooling effect, improve the effect of mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
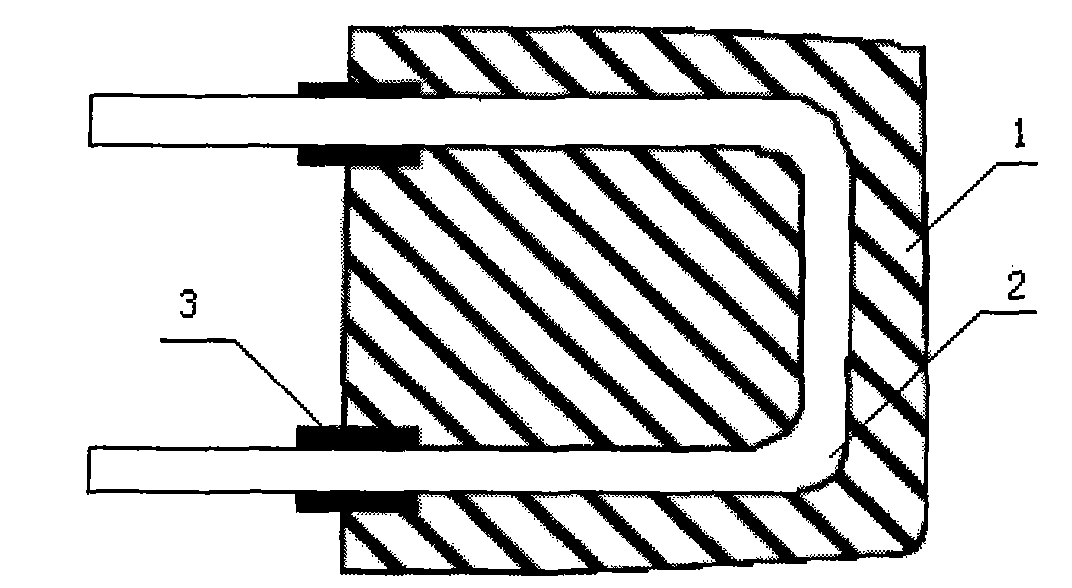
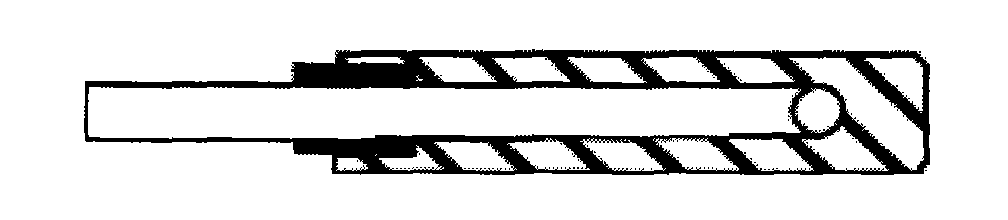
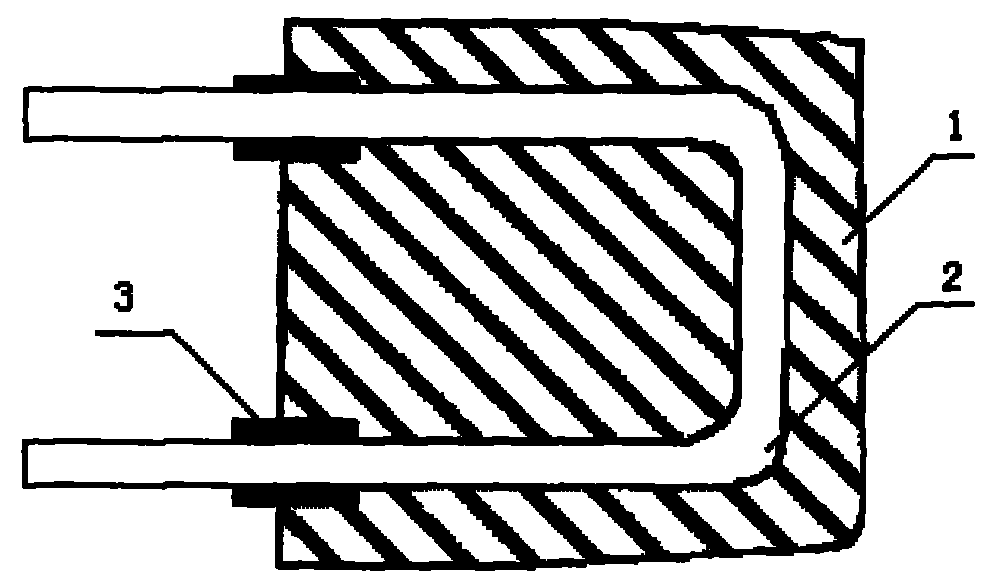
[0034] In the casting method of the cast steel cooling plate of the present invention, the material of the cooling water pipe is selected as cast steel, and the cast steel material is used to pour the steel brick body at the same time, and the specific pouring steps are:
[0035](1) The molten steel is smelted in an intermediate frequency induction furnace (3 tons of bulk density). At the end of the molten steel smelting, the slagging agent is added twice to make it evenly cover the surface of the molten steel. The total consumption of the slagging agent is added at a rate of 1kg / ton of molten steel. , the slagging agent contains 80-85% calcium oxide and 10-15% magnesium oxide;
[0036] (2) Before the molten steel is released from the furnace, ferrosilicon alloy nuggets with a particle size of 30-40 mm are added to the induction furnace at one time. The...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com