Composite coating for wear-proof casing of petroleum drilling tool and preparation method of composite coating
A composite coating and wear-resistant sleeve technology, applied in the direction of coating, metal material coating process, etc., to achieve the effect of low dilution rate, high impact toughness, and excellent wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0050] The preparation method of the above-mentioned composite coating for the oil drilling tool wear-resistant sleeve comprises the following steps:
[0051] (1) Grind the base material with sandpaper, wash off the surface oil with acetone, preheat the base material after drying, and the preheating temperature is 230-280°C;
[0052] (2) Use an analytical balance to weigh a certain amount of graphene according to the mass percentage, add absolute ethanol, and disperse it in a CF-600Y ultrasonic processor for 3 hours, with a power of 2 kilowatts, and add nickel-based alloy powder in proportion to the graphene dispersion and tungsten carbide powder, and finally put the mixed powder into a ball mill for 10 hours to make the powder mix evenly; then place it in a vacuum drying oven for drying at 150°C for 3-5 hours before use;
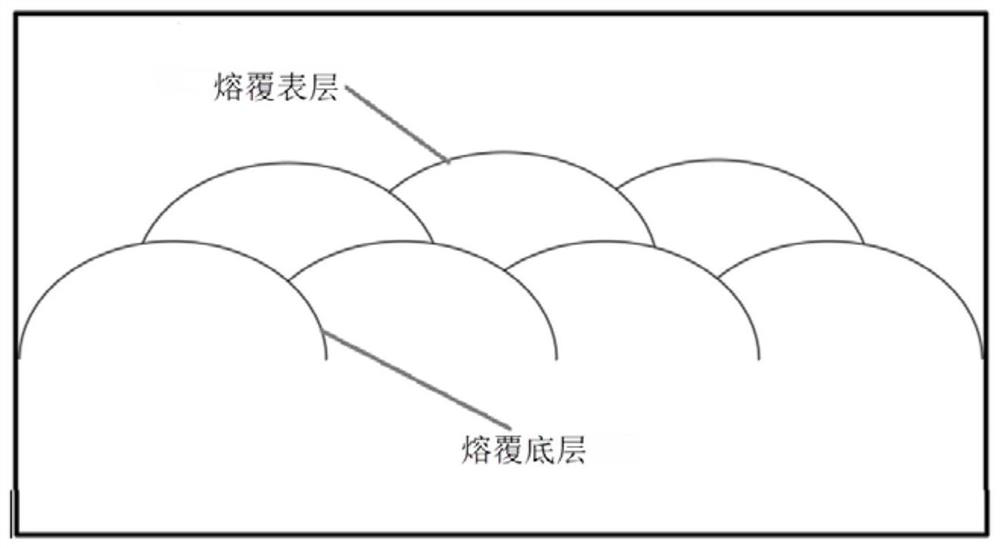
[0053] According to the process of step (2), the raw materials for the cladding bottom layer and the raw materials for the cladding surface layer are respe...
Embodiment 1
[0060] (1) Coating formula composition and ratio
[0061] a. Cladding bottom layer: in terms of mass percentage, nickel-based alloy powder 66%, tungsten carbide powder 31%, graphene powder 3%;
[0062] b. Cladding surface layer: in terms of mass percentage, 46% of nickel-based alloy powder, 51% of tungsten carbide powder, and 3% of graphene powder. After mixing evenly, place in a vacuum drying oven, dry at 150°C for 3 hours, and set aside.
[0063] (2) Base material pretreatment
[0064] Grind the surface of the base material of the wear-resistant sleeve with sandpaper, remove the surface oil with acetone, preheat the base material after drying, and the preheating temperature is 250°C.
[0065] (3) Preparation of coating by laser cladding
[0066] Put the uniformly mixed and dry compound powder of a formula into the automatic powder feeding device, and under the protection of high-purity argon, use the coaxial powder feeding process to send the powder to the surface of the ...
Embodiment 2
[0073] (1) Coating formula composition and ratio
[0074] a. Cladding bottom layer: according to mass percentage, nickel-based alloy powder 66%, tungsten carbide powder 32%, graphene powder 2%;
[0075] b. Cladding surface layer: in terms of mass percentage, 46% of nickel-based alloy powder, 52% of tungsten carbide powder, and 2% of graphene powder. After mixing evenly, place in a vacuum drying oven, dry at 150°C for 3 hours, and set aside.
[0076] (2) Base material pretreatment
[0077] Grind the surface of the base material of the wear-resistant sleeve with sandpaper, remove the surface oil with acetone, preheat the base material after drying, and the preheating temperature is 240°C.
[0078] (3) Preparation of coating by laser cladding
[0079] Put the uniformly mixed and dry compound powder of a formula into the automatic powder feeding device, and under the protection of high-purity argon, use the coaxial powder feeding process to send the powder to the surface of the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Microhardness | aaaaa | aaaaa |
| Microhardness | aaaaa | aaaaa |
| Microhardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com