Synchronous diffusion bonding method for super-plastic formation of aluminum alloy
A diffusion joining and superplastic forming technology, applied in welding equipment, metal processing equipment, welding/welding/cutting items, etc., can solve the problems of long preparation cycle, low economic benefit, and reduced material mechanical properties, etc. The effect of shortening cycle time, reducing manufacturing cost and improving structural integrity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
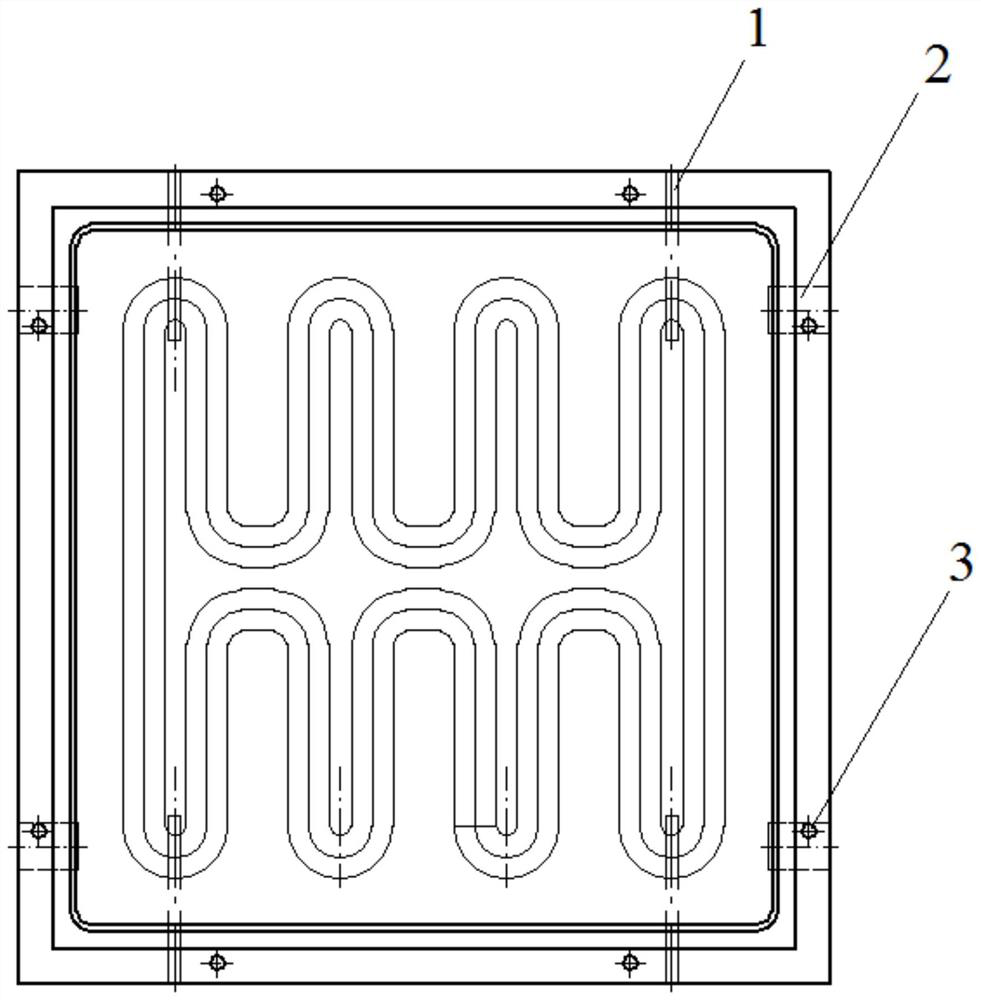
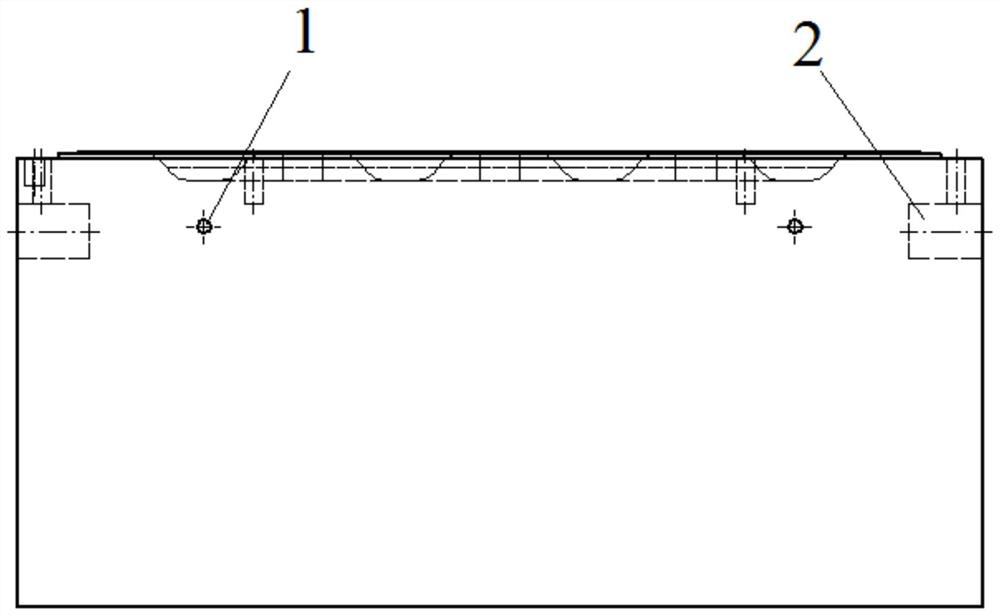
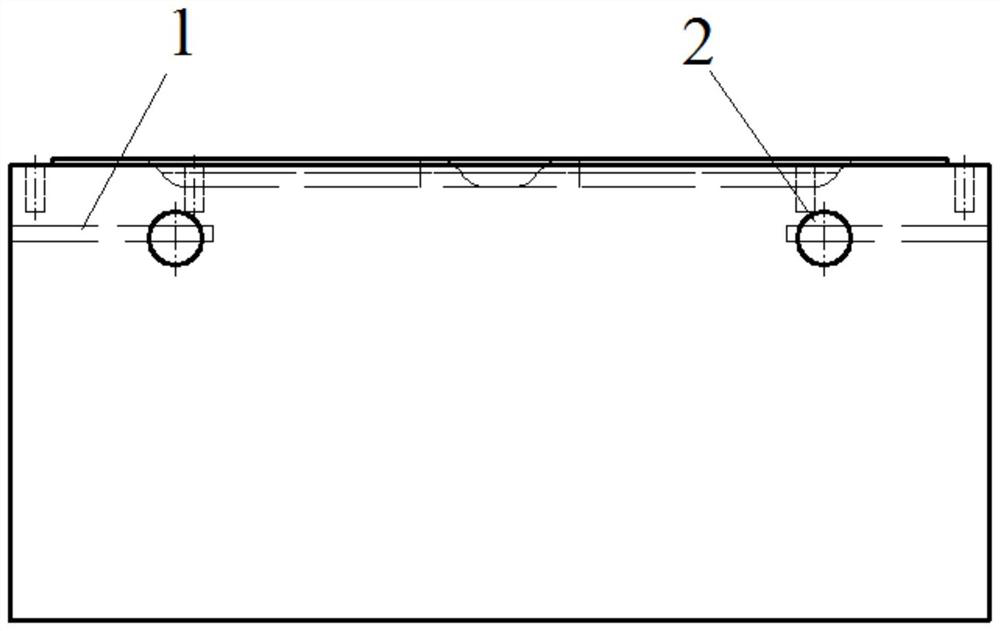
[0037] Specific implementation mode one: refer to Figure 1 to Figure 8 To illustrate this embodiment, this embodiment provides a diffusion bonding method for synchronous superplastic forming of an aluminum alloy, which is characterized in that: the method is realized through the following steps:
[0038] Step 1: Mold making: Design the size of the upper and lower molds according to the appearance shape and size requirements of the target test piece;
[0039] Step 2: Blank processing: According to the size requirements of the test piece, cut the aluminum alloy plate and perform degreasing treatment;
[0040] Step 3: Apply solder resist in the superplastic bulging area of the cleaned billet: remove the scale of the billet in the glove box, and apply low-temperature vaporized solder resist in the superplastic bulging area of the billet. The solder resist is made of titanium dioxide, Composition of epoxy resin, styrene-benzene nitrile copolymer;
[0041] Step 4: Carry out w...
specific Embodiment approach 2
[0047] Specific implementation mode two: refer to Figure 1 to Figure 8 Describe this embodiment, this embodiment is to further limit the step one described in the specific embodiment one, in this embodiment, the upper and lower dies in the step one are all made of stainless steel materials, and the upper and lower dies are respectively processed with mutual Corresponding edge grooves, temperature measuring holes and support holes, and positioning holes are processed on the upper mold, and positioning pins are welded on the lower mold corresponding to the positioning holes. Other compositions and connection methods are the same as those in Embodiment 1.
[0048] In this embodiment, the edges of the two aluminum alloy plates can be effectively wrapped by the edge sealing groove, so as to avoid the mold clamping being affected by the thickness of the wax seal, and the temperature measuring hole is convenient for observing the temperature change inside the mold after mold clampin...
specific Embodiment approach 3
[0049] Specific implementation mode three: refer to Figure 1 to Figure 8 Describe this embodiment. This embodiment is to further limit the second step in the second specific embodiment. In this embodiment, when cutting the aluminum alloy plate in the second step, it is necessary to compensate for the 5-10mm process according to the size of the final product. The remaining amount, and use 400 mesh, 800 mesh and 1500 mesh sandpaper to mechanically grind and polish the surface of the cut aluminum alloy billet in sequence, and then place the polished aluminum alloy billet in an acetone solution for ultrasonic cleaning for 30 minutes, Remove oil stains on aluminum alloy surfaces. Other compositions and connection methods are the same as those in the second embodiment.
[0050] In this embodiment, the selection category of sandpaper is from 400 mesh to 1500 mesh. Generally, three types of sandpaper are selected from coarse to fine for mechanical grinding and polishing. The number ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com