Method for producing hot work mold steel adopting continuous casting billet direct forging
A technology of hot-working die steel and continuous casting slabs, which is applied in the direction of manufacturing tools, heat treatment furnaces, heat treatment equipment, etc., can solve the problems of mold cracking and low mold life, achieve uniform quality, high microstructure quality, and optimize grain refinement and the effect of annealing conditions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
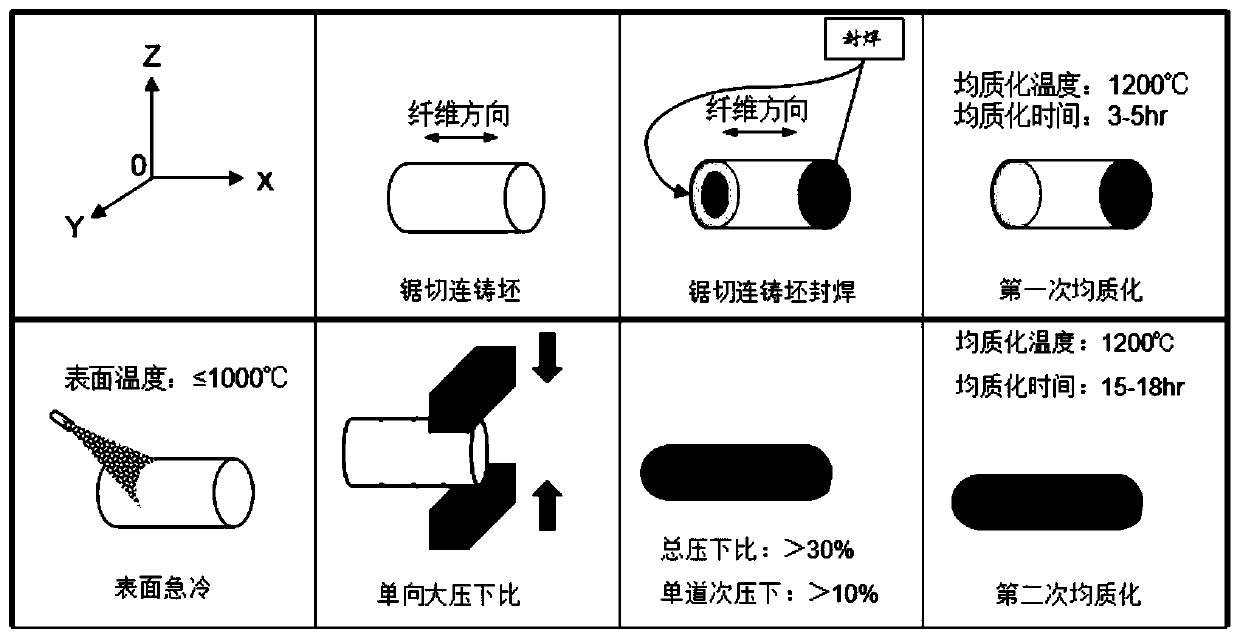
[0051] A process for producing high-quality hot work die steel by direct forging of continuous casting slabs:
[0052] Step 1: The annealed continuous casting slab is φ500mm (the steel type is H13 (4Cr5MoSiV1)), and the cutting length is 1200mm (length / diameter<2-3).
[0053] Step 2: The surfacing welding sealing of the two sawing end faces of the continuous casting slab, the surfacing welding range at the core of the section is at least half of the diameter of the continuous casting slab, that is, within the radius of the section φ250 mm, the thickness of the surfacing layer is at least 3 mm. After sealing and welding, the continuous casting slab is subjected to stress relief treatment at 450-600 ° C for 2 hours after the core is warmed. The welding wire material is low carbon steel or austenitic stainless steel, and the surfacing welding method can be arc welding, argon arc welding, laser cladding of pure iron powder, etc.
[0054] Step 3: The continuous casting slab after ...
Embodiment 2
[0060] Step 1: Annealed continuous casting billet φ650 mm (steel type and model is H13 (4Cr5MoSiV1)), sawing and cutting length is 1600 mm (length / diameter<2~3).
[0061] Step 2: The surfacing welding sealing of the two sawing end faces of the continuous casting slab, the surfacing welding range at the core of the section is at least half of the diameter of the continuous casting slab, that is, within the radius of the section φ325 mm, the thickness of the surfacing layer is at least 1 mm. After sealing and welding, the continuous casting slab is subjected to stress relief treatment at 550-750 ° C for 2 hours after the core is warmed. The welding wire material is low carbon steel or austenitic stainless steel, and the surfacing welding method can be arc welding, argon arc welding, laser cladding of pure iron powder, etc.
[0062] Step 3: The continuous casting slab after sealing and welding stress relief treatment is placed in a heating furnace and heated to 1200°C. After the ...
Embodiment 3
[0068] A process for producing high-quality hot work die steel by direct forging of continuous casting slabs:
[0069] Step 1: Annealed continuous casting billet φ390 mm (steel type and model is H13 (4Cr5MoSiV1)), sawing and cutting length is 1000 mm (length / diameter<2~3).
[0070] Step 2: The surfacing welding sealing of the two sawing end faces of the continuous casting slab, the surfacing welding range at the core of the section is at least half of the diameter of the continuous casting slab, that is, within the radius of the section φ185 mm, the thickness of the surfacing layer is at least 3 mm. The continuous casting slab after sealing and welding is subjected to stress relief treatment at 550-750°C for 2 hours after the core is warmed. The welding wire material is low carbon steel or austenitic stainless steel, and the surfacing welding method can be arc welding, argon arc welding, laser cladding of pure iron powder, etc.
[0071] Step 3: The continuous casting slab aft...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com