Ceramic bond diamond grinding wheel
A vitrified bond and diamond grinding wheel technology is applied to diamond grinding wheels. In the field, it can solve the problems of high efficiency and grinding high-quality stainless steel parts, etc., and achieve the effect of reducing production cost, good cooling effect, and improving heat transfer and heat dissipation effect.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
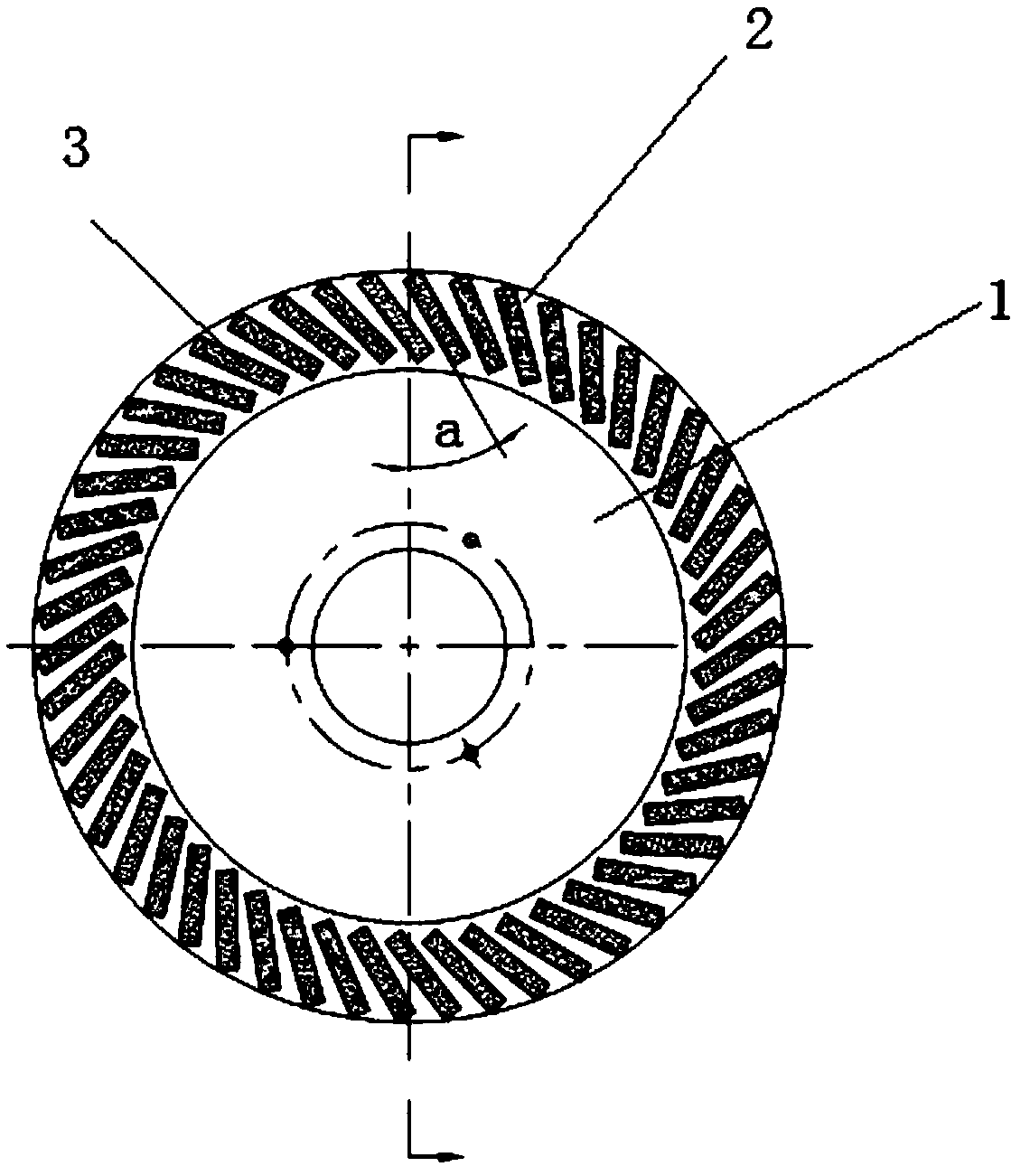
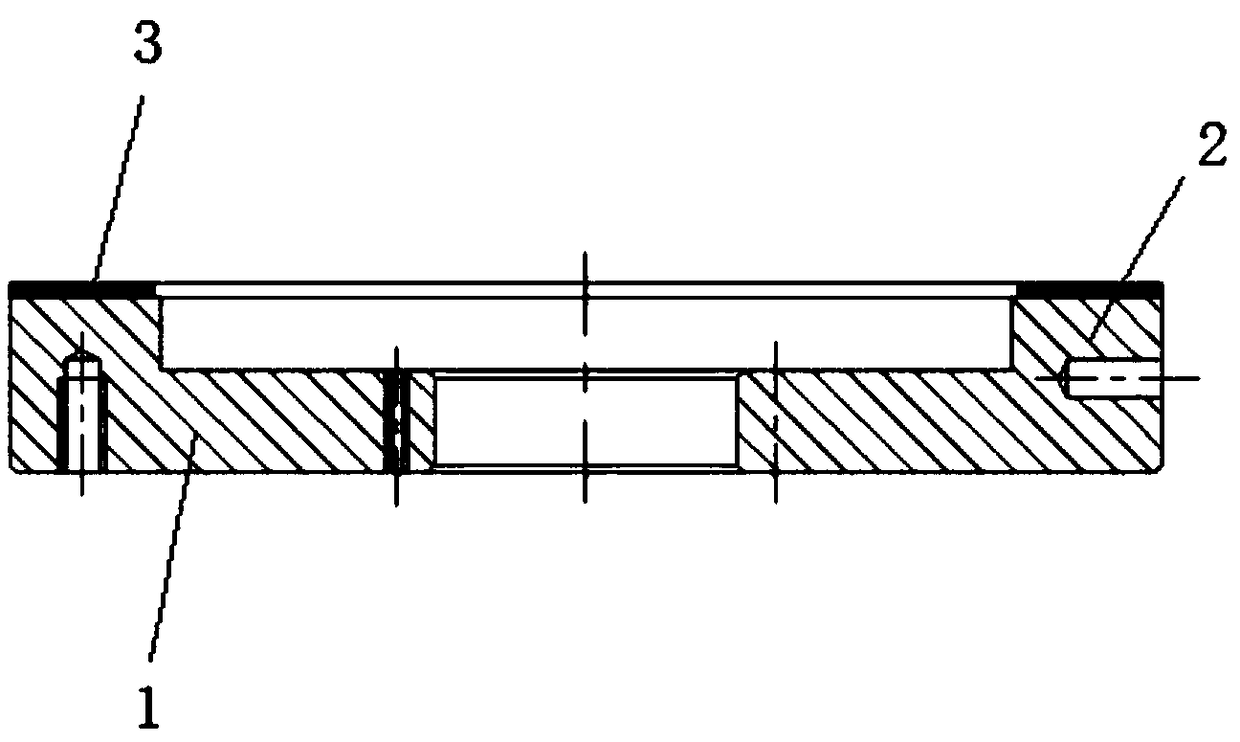
[0018] The substrate is an aluminum substrate, and the abrasive layer is 30 vitrified bond diamond blocks obliquely inlaid on the end surface of the substrate to form a ring-shaped working layer. a is 33°;
[0019] The material composition of described vitrified bond diamond block is by weight: diamond abrasive 30, vitrified bond 25, auxiliary abrasive 2, filler 2, additive 30;
[0020] The vitrified bond is microceramic glass; the auxiliary abrasive is alumina;
[0021] The filler is one or more types of iron oxide;
[0022] The additives are dextrin powder and walnut shell powder.
[0023] The mesh number of the ceramic bond is 300 mesh.
[0024] The mesh number of the additive is 300 mesh.
[0025] The mesh number of the filler is 300 mesh.
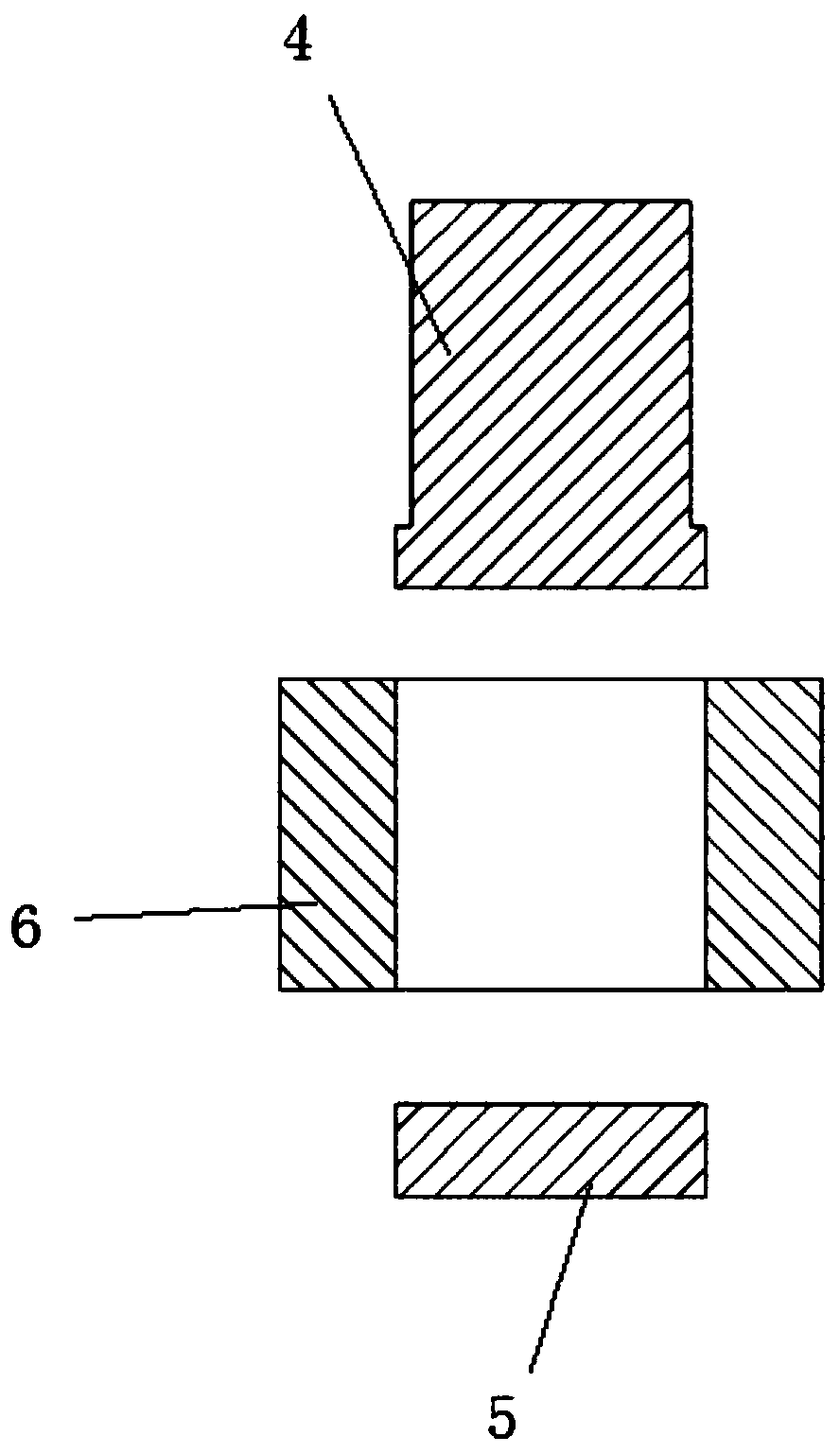
[0026] Select diamond abrasives, auxiliary abrasives, fillers, vitrified bonds and additives according to the above proportions, put them into the mixer together with water and stir evenly; process the upper pressure ring, lower p...
Embodiment 2
[0029] The substrate is an aluminum substrate, and the abrasive layer is 30 vitrified bond diamond blocks obliquely inlaid on the end surface of the substrate to form a ring-shaped working layer. a is 30°;
[0030] The material composition of described vitrified bond diamond block is by weight: diamond abrasive 20, vitrified bond 30, auxiliary abrasive 25, additive 25;
[0031] The vitrified bond is microceramic glass; the auxiliary abrasive is silicon carbide and boron carbide;
[0032] The filler is iron oxide, zinc oxide, chromium oxide;
[0033] The additive is ethyl maltol.
[0034] The mesh number of the ceramic bond is 300 mesh.
[0035] The mesh number of the additive is 300 mesh.
[0036] The mesh number of the filler is 300 mesh.
[0037] Select diamond abrasives, auxiliary abrasives, fillers, vitrified bonds and additives according to the above proportions, put them into the mixer together with water and stir evenly; process the upper pressure ring, lower press...
Embodiment 3
[0040] The substrate is an aluminum substrate, and the abrasive layer is 30 vitrified bond diamond blocks obliquely inlaid on the end surface of the substrate to form a ring-shaped working layer. a is 35°;
[0041] The material composition of described vitrified bond diamond block is by weight: diamond abrasive 25, vitrified bond 20, auxiliary abrasive 30, filler 3, additive 35;
[0042] The vitrified bond is microceramic glass; the auxiliary abrasive is one or more of alumina and brown corundum;
[0043] The filler is iron oxide, zinc oxide, chromium oxide;
[0044] The additives are dextrin powder, walnut shell powder and ethyl maltol.
[0045] The mesh number of the ceramic bond is 300 mesh.
[0046] The mesh number of the additive is 300 mesh.
[0047] The mesh number of the filler is 300 mesh.
[0048] Select diamond abrasives, auxiliary abrasives, fillers, vitrified bonds and additives according to the above proportions, put them into the mixer together with water a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Mesh | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com