Iron-base alloy double-screw integral alloy lining and preparing method thereof
An iron-based alloy, twin-screw technology, applied in the field of twin-screw extruders, can solve the problems of long downtime, high use/maintenance cost of twin-screw extruders, short service life, etc., to meet the requirements of wear resistance and corrosion resistance. Performance requirements, reducing equipment use costs and downtime losses, and improving corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] Embodiment 1 The preparation of an iron-based alloy twin-screw integral alloy bushing comprises the following steps:
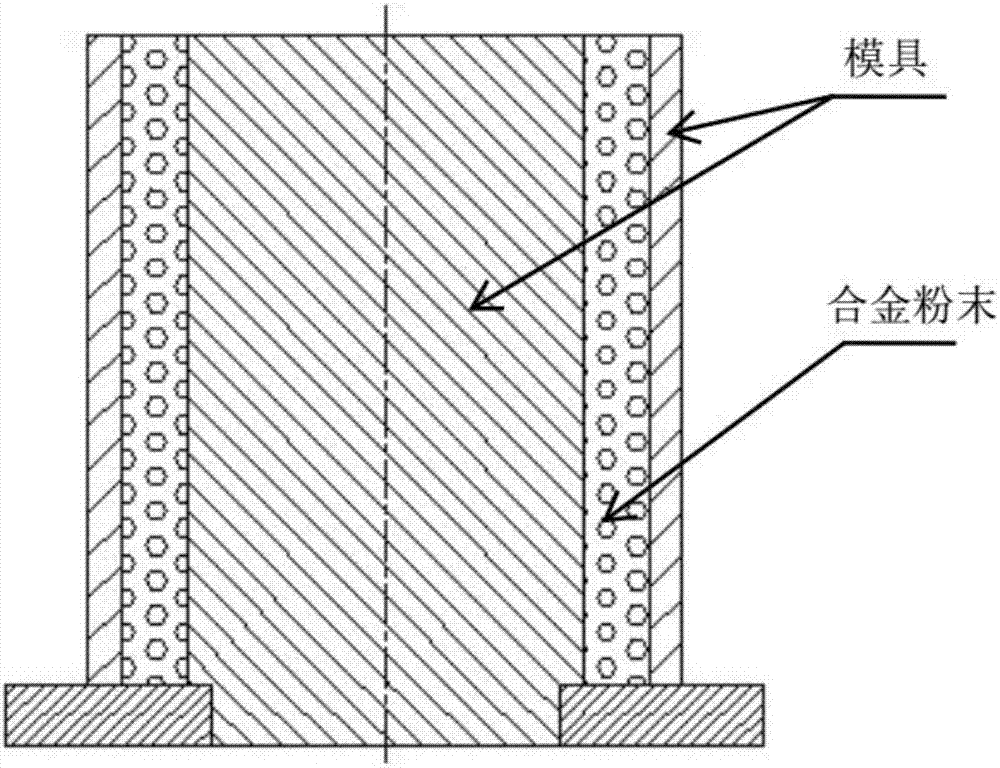
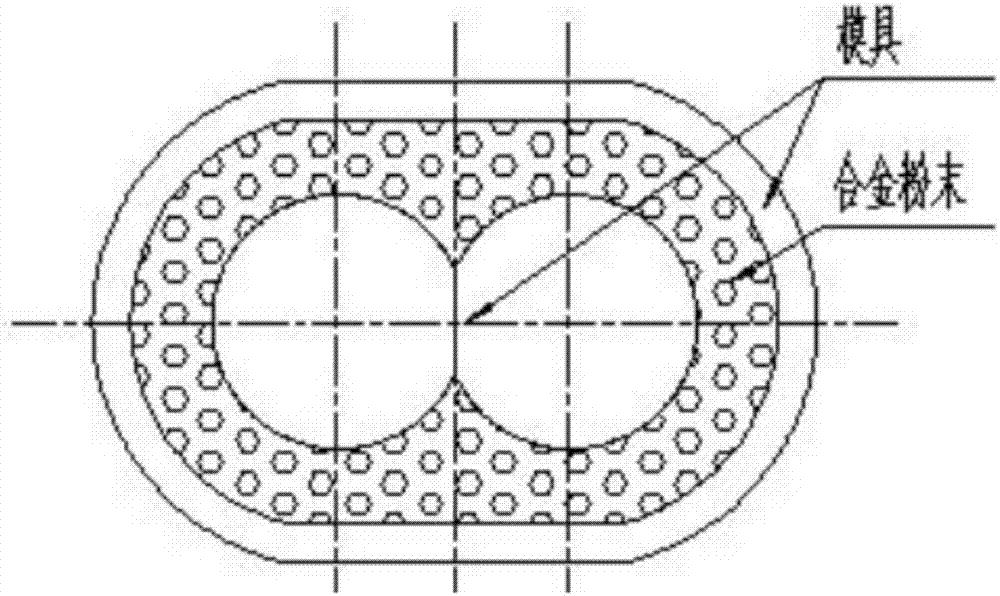
[0037] (1) According to the requirements of the design drawings, the Figure 1-2 The mold shape, inner cavity, base plate, and inner mold are processed in place by wire cutting, and the dimensional accuracy is controlled within 0.05mm to ensure the accuracy of the blank margin after sintering, and then the base plate and the shape are fixed by positioning welding;
[0038] (2) Clean the mold shell and the inner mold, brush a layer of high-temperature release agent on the mold surface after drying and dry it, then insert the dried mold inner core according to the position of the positioning hole and fix the position;
[0039](3) By weight percentage: B:1.00, C:0.80, Cr:5.00, Ni:9.00, Si:2.00, Fe surplus, iron-based alloy powder is filled in the mold cavity and shaken;
[0040] (4) Put the above-mentioned mold filled with iron-based alloy powder into a v...
Embodiment 2
[0043] Embodiment 2 The preparation of the iron-based alloy twin-screw integral alloy bushing comprises the following steps:
[0044] (1) According to the requirements of the design drawings, the Figure 1-2 The mold shape, inner cavity, base plate, and inner mold are processed in place by wire cutting, and the dimensional accuracy is controlled within 0.05mm to ensure the accuracy of the blank margin after sintering, and then the base plate and the shape are fixed by positioning welding;
[0045] (2) Clean the mold shell and the inner mold, brush a layer of high-temperature release agent on the mold surface after drying and dry it, then insert the dried mold inner core according to the position of the positioning hole and fix the position;
[0046] (3) By weight percentage: B: 3.50, C: 2.00, Cr: 15.00, Ni: 15.00, Si: 3.00, W: 0.10, Fe surplus, iron-based alloy powder is filled in the mold cavity and shaken;
[0047] (4) Put the above-mentioned mold filled with iron-based all...
Embodiment 3
[0050] Embodiment 3 The preparation of an iron-based alloy twin-screw integral alloy bushing comprises the following steps:
[0051] (1) According to the requirements of the design drawings, the Figure 1-2 The mold shape, inner cavity, base plate, and inner mold are processed in place by wire cutting, and the dimensional accuracy is controlled within 0.05mm to ensure the accuracy of the blank margin after sintering, and then the base plate and the shape are fixed by positioning welding;
[0052] (2) Clean the mold shell and the inner mold, brush a layer of high-temperature release agent on the mold surface after drying and dry it, then insert the dried mold inner core according to the position of the positioning hole and fix the position;
[0053] (3) By weight percentage: B: 1.50, C: 0.80, Cr: 6.00, Ni: 10.00, Si: 3.50, W: 1.00, Fe surplus, iron-based alloy powder is filled in the mold cavity and shaken;
[0054] (4) Put the above-mentioned mold filled with iron-based alloy...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com