Mo-Nb-Ti-Mg steel smelting method for improving welding performance
A mo-nb-ti-mg, welding performance technology, applied in the field of low-alloy steel manufacturing, can solve problems such as the inability to suppress the growth of austenite grains, the reduction of the toughness of the heat-affected zone of the steel plate, and the insufficient effect. , to achieve the effect of low production cost, improved toughness and simple control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
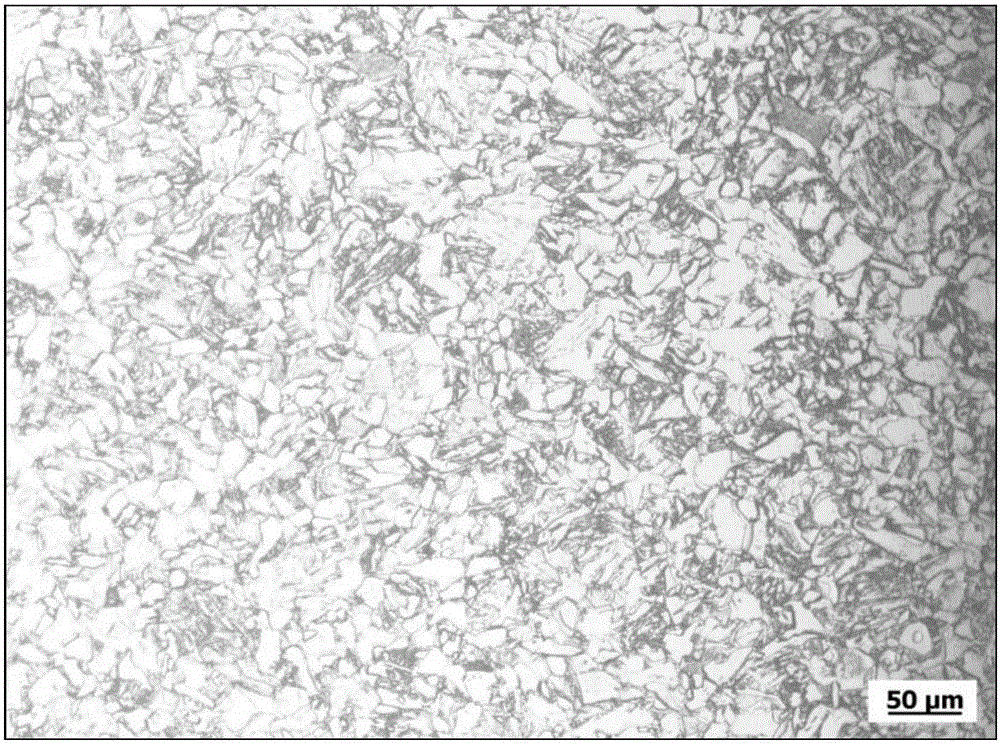
Embodiment 1
[0041] A kind of Mo-Nb-Ti-Mg steel smelting method that improves weldability, specifically as follows:
[0042] The process of smelting high-energy-input welding steel is 120t top-bottom combined blowing converter-120tLF ladle furnace refining-continuous casting.
[0043] Conditions of molten iron: molten iron [P]≤0.090%, [S]≤0.045%.
[0044] Converter: end target [C]=0.04~0.06%, [P]≤0.015%, [S]≤0.030%, [O]=500~800ppm, tapping temperature 1685℃, adding ferromolybdenum and manganese during tapping Iron, ferrosilicon, ferroniobium, ferroaluminum.
[0045] LF: The refining time is 40 minutes, and the net blowing time of argon after calcium treatment is 8 minutes. During the net blowing, the liquid surface of molten steel should not be exposed. The temperature of molten steel entering the station is 1585°C for the first furnace and 1580°C for the continuous pouring furnace. After entering the station, the feeding amount of the aluminum wire is 2.0m / t steel, lime and fluorite ar...
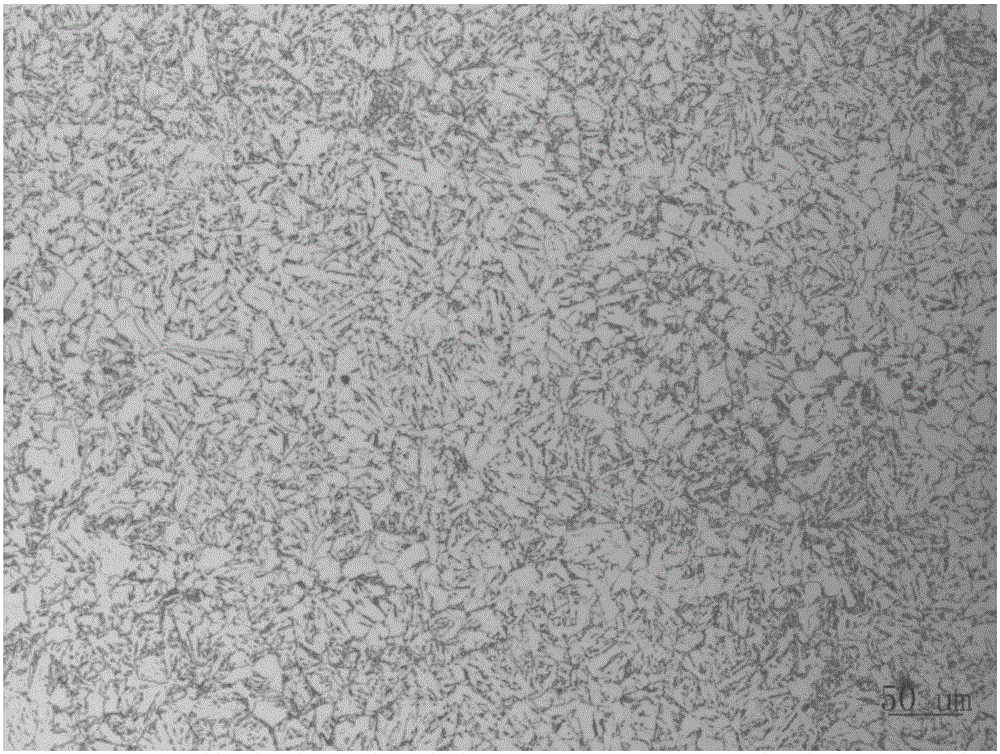
Embodiment 2
[0049] A kind of Mo-Nb-Ti-Mg steel smelting method that improves weldability, specifically as follows:
[0050] The process of smelting high-energy-input welding steel is 120t top-bottom combined blowing converter-120tLF ladle furnace refining-continuous casting.
[0051] Conditions of molten iron: molten iron [P]≤0.090%, [S]≤0.045%.
[0052] Converter: end target [C]=0.04~0.06%, [P]≤0.015%, [S]≤0.030%, [O]=500~800ppm, tapping temperature 1680℃, adding ferromolybdenum and manganese during tapping Iron, ferrosilicon, ferroniobium, ferroaluminum.
[0053] LF: The refining time is 45 minutes, and the net blowing time of argon after calcium treatment is 10 minutes. During the net blowing, the liquid surface of molten steel should not be exposed. The temperature of molten steel entering the station is 1580°C for the first furnace and 1575°C for the continuous pouring furnace. After entering the station, the feeding amount of the aluminum wire is 1.5m / t steel, and lime and fluori...
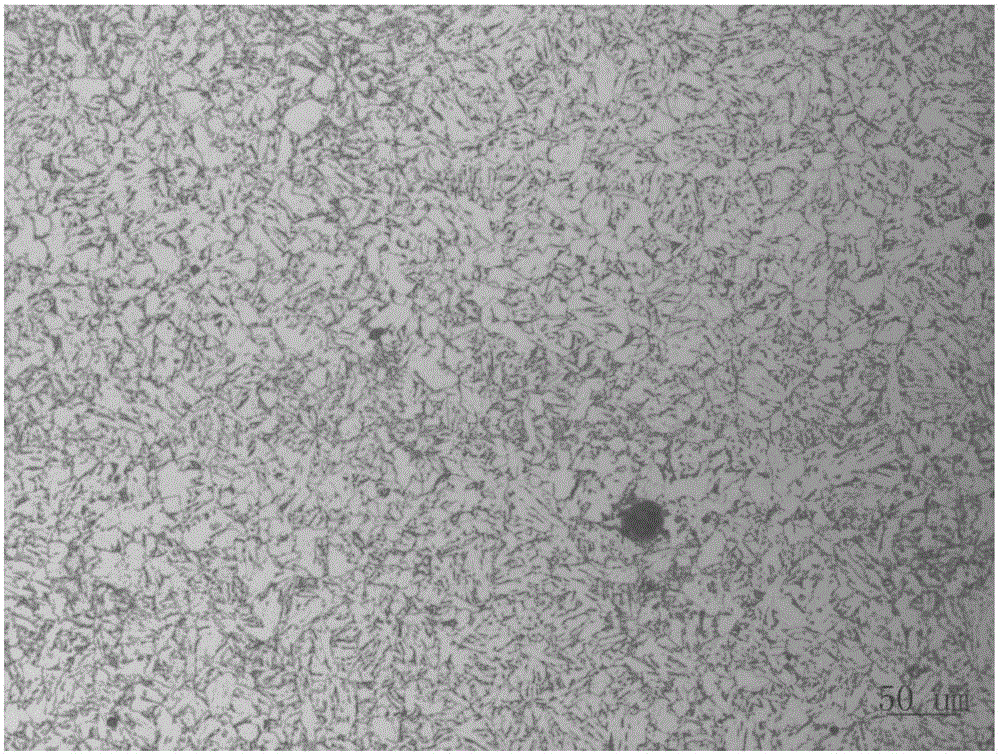
Embodiment 3
[0057] A kind of Mo-Nb-Ti-Mg steel smelting method that improves weldability, specifically as follows:
[0058] The process of smelting high-energy-input welding steel is 120t top-bottom combined blowing converter-120tLF ladle furnace refining-continuous casting.
[0059] Conditions of molten iron: molten iron [P]≤0.090%, [S]≤0.045%.
[0060] Converter: end target [C]=0.04~0.06%, [P]≤0.015%, [S]≤0.030%, [O]=500~800ppm, tapping temperature 1670℃, adding ferromolybdenum and manganese during tapping Iron, ferrosilicon, ferroniobium, ferroaluminum.
[0061] LF: The refining time is 42 minutes, and the net blowing time of argon after calcium treatment is 6 minutes. During the net blowing, the liquid surface of molten steel should not be exposed. The temperature of molten steel entering the station is 1590°C for the first furnace and 1585°C for the continuous pouring furnace. After entering the station, the feeding amount of the aluminum wire is 1.9m / t steel, lime and fluorite ar...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com