Method for directly liquefying coal
A technology of direct coal liquefaction and coal slurry, which is applied in the preparation of liquid hydrocarbon mixtures, the petroleum industry, and the treatment of hydrocarbon oils. It can solve the problems of reducing the gas content of the reactor, affecting the utilization efficiency of the high-pressure reaction system, and high gas content. Achieve the effect of easy and stable operation control, uniform load, and reduced construction investment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach
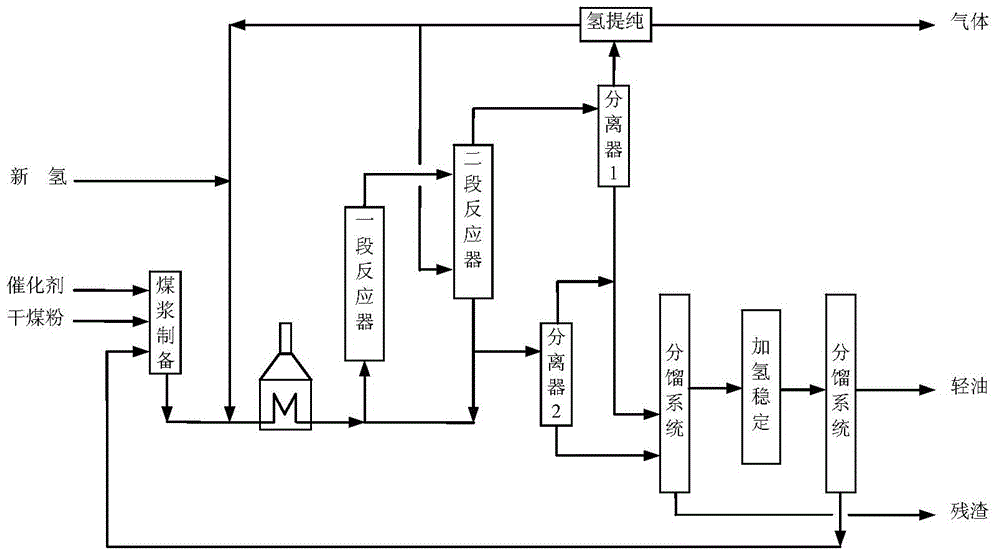
[0036] The principle technological process of this embodiment is as follows figure 1shown. Dry coal powder, catalyst and solvent oil are formulated into coal slurry according to a certain ratio. After the raw material pump (not shown in the figure) boosts the pressure, it is mixed with hydrogen and enters the heating furnace. In the heating furnace, the coal slurry, hydrogen and catalyst The mixture is heated to a temperature close to the inlet of the first-stage reactor (wherein the reaction zone is the first reaction zone), and then enters the bottom of the first-stage reactor, and the mixture composed of coal slurry, hydrogen, and catalyst flows into the first-stage reactor It flows upward and reacts under the condition of direct liquefaction of slurry bed coal. The reaction product flows out from the top of the first-stage reactor and all enters the upper part of the second-stage reactor (the reaction area in which is the second reaction area). The upper part of the secon...
Embodiment 1
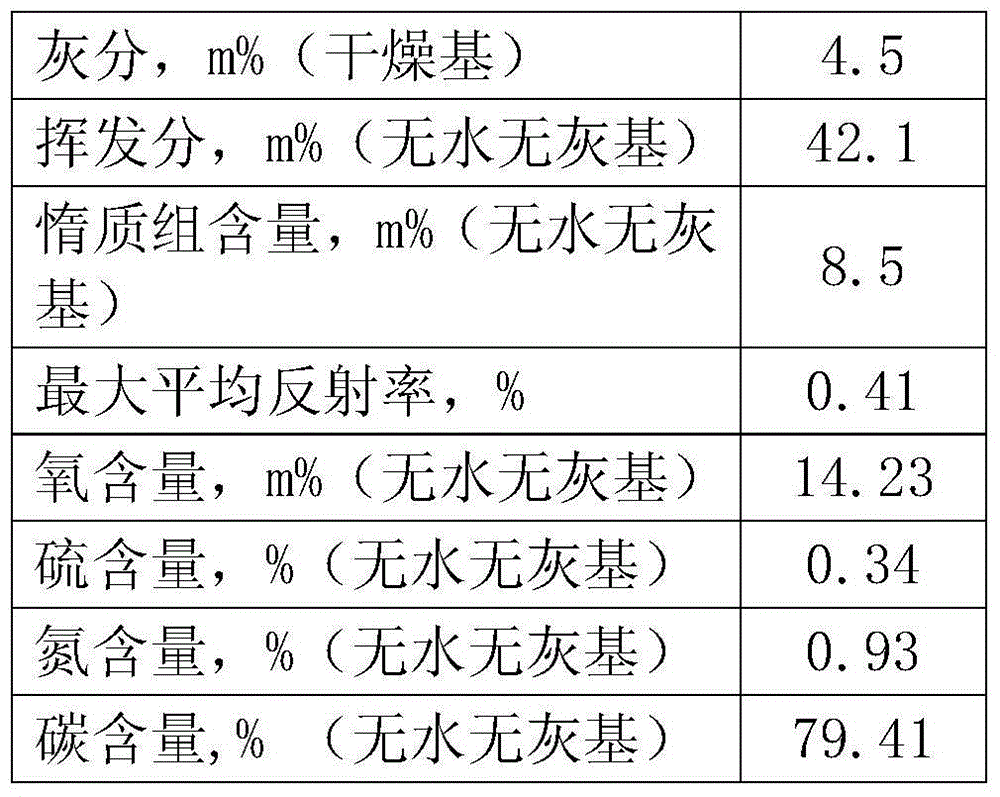
[0056] use figure 1 In the process shown, the pulverized coal is made from a certain long-flame coal, and the properties of the long-flame coal are listed in Table 1. The catalyst is a solid powder catalyst with a maximum particle size of 5 μm and an average particle size of 0.8 μm. The catalyst contains 90m% of ferrous sulfide and 10m% of molybdenum sulfide. Adopt two identical empty barrel reactors connected in series, the volume of the reactor is 500ml, the first reactor is operated according to the first reaction zone described above, and the second reactor is operated according to the second reaction zone described above , the liquid phase flow out of the bottom of the second reactor will all go to the subsequent separation system and will not be recycled back to the first reactor. Concrete operating conditions are listed in Table 2, and the product distribution obtained is listed in Table 3.
[0057] During the test, by measuring the pressure difference ΔP between the ...
Embodiment 2
[0073] The difference between this embodiment and Embodiment 1 is that the temperature of the first stage reactor is 435°C, and the operating temperature of the second reactor is 465°C. Other aspects not listed are all the same as Example 1. The resulting product distribution is listed in Table 5.
[0074] Table 5 Distribution of coal direct liquefaction products in Example 2
[0075] Enter raw coal 100.00 hydrogen 5.12 catalyst 3.00 total 108.12 come out h 2 S 0.21 NH 3 0.45 h 2 o 10.20 CO X 0.19 C 1 -C 4 8.84 C 5 + 59.53 residue 28.70 total 108.12 Average gas holdup in the first stage of reactor 23.1 Average gas holdup in the second stage reactor 21.4
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Maximum particle size | aaaaa | aaaaa |
| The average particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com