Lining plate and preparation method thereof
A liner, dense technology, applied in the field of composite liner and its preparation, can solve the problems of low bonding strength of coating, low production efficiency, demanding production equipment, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0071] Embodiment 1: the preparation method of liner, comprises the steps:
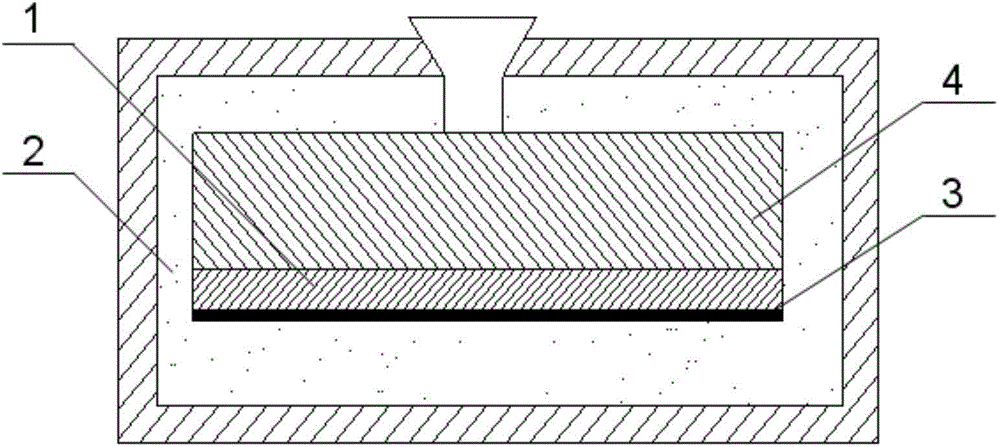
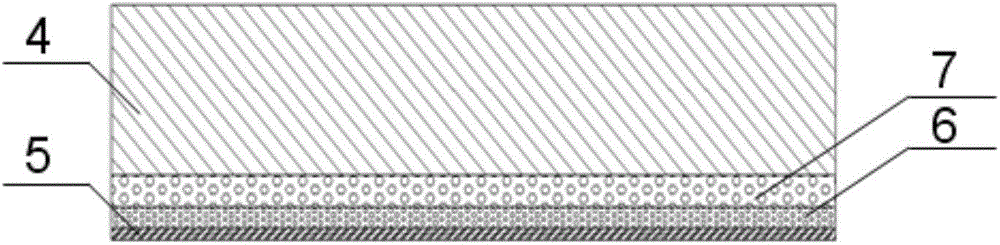
[0072] 1. First prepare a vanadium plate 1, wherein the purity of vanadium should be controlled at 99.7%. The vanadium plate 1 should be surface treated first, and the steps are as follows:
[0073] The first step is pickling, choose 300ml / L hydrochloric acid, and then rinse with running water;
[0074] In the second step of pickling, choose 300ml / L hydrofluoric acid, and then rinse with running water;
[0075] The third step is surface grinding, using 800 mesh Al 2 o 3 Sandpaper and finally ultrasonic cleaning with alcohol. The thickness of the vanadium plate 1 is controlled at 0.2mm.
[0076] 2. According to the size of the liner, use CO 2The sand mold 2 is made of water glass hardened sand. According to the working force of the liner, the main worn part is the upper surface of the liner. Therefore, an external carbon source 3 is fixed on the surface of the liner at the bottom of the sand mold...
Embodiment 2
[0084] Embodiment 2: the preparation method of liner, comprises the steps:
[0085] 1. First prepare a vanadium plate 1, wherein the purity of vanadium should be controlled at 99.8%. The vanadium plate 1 should be surface treated first, and the steps are as follows:
[0086] The first step is pickling, 60ml / L phosphoric acid, and then rinse with running water;
[0087] The second step is pickling, 200ml / L sulfuric acid, and then rinse with running water;
[0088] The third step is surface grinding, using 1000 mesh Al 2 o 3 Sandpaper and finally ultrasonic cleaning with alcohol. The thickness of the vanadium plate 1 is controlled at 1 mm.
[0089] 2. According to the size of the liner, sand mold 2 is made of coated sand. According to the working force of the liner, the main wear part is the upper surface of the liner. Therefore, an external carbon source 3 is fixed on the surface of the liner at the bottom of the sand mold 2. , the external carbon source 3 is graphite pap...
Embodiment 3
[0097] Embodiment 3: the preparation method of liner, comprises the steps:
[0098] 1. First prepare a vanadium plate 1, wherein the purity of vanadium should be controlled at 99.8%. The vanadium plate 1 should be surface treated first, and the steps are as follows:
[0099] The first step is pickling, 120ml / L hydrogen peroxide, and then rinse with running water;
[0100] The second step is pickling, 240ml / L hydrogen peroxide, and then rinse with running water;
[0101] The third step is surface grinding, using 1000 mesh Al 2 o 3 Sandpaper and finally ultrasonic cleaning with alcohol. The thickness of the vanadium plate 1 is controlled at 0.35mm.
[0102] 2. According to the size of the liner, make sand mold 2 with no-hardening resin sand. According to the working force of the liner, the main wear part is the upper surface of the liner, so fix the external carbon source on the surface of the bottom liner of sand mold 2 3. The external carbon source 3 is graphite paper, w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com