


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Large-size aluminum-steel reaction auxiliary heating and toughening friction welding method
A friction welding, large-scale technology, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of large joint stress and low welding joint strength, reduce the welding joint stress, improve the welding interface, and improve the welding effect of ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
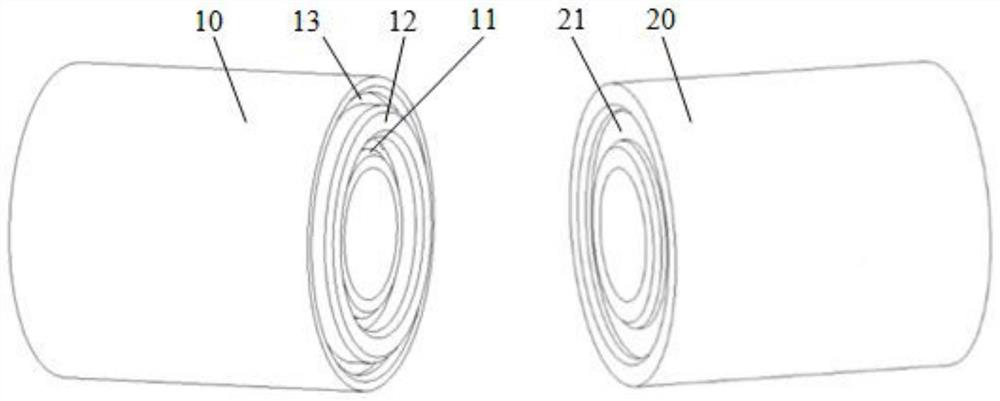
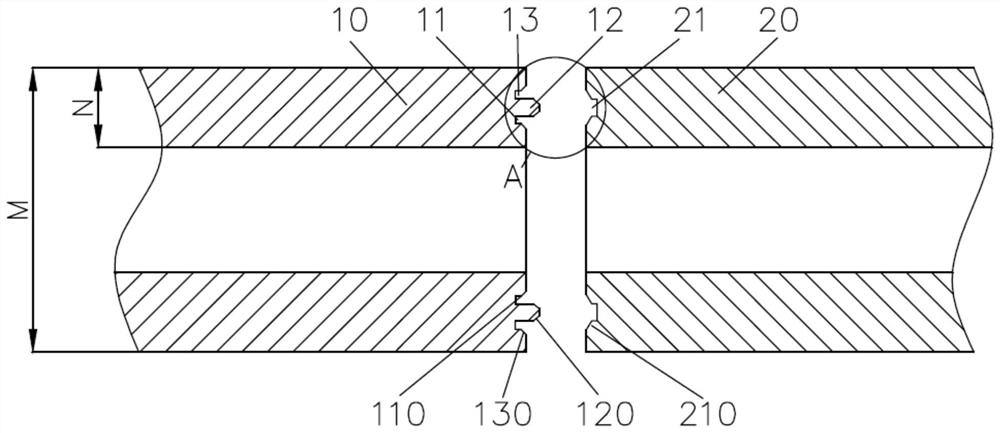
[0036] A large-scale aluminum-steel reaction heat-assisted frictional welding method, characterized in that: it includes the two-way fitting structure design of the welded joint of the aluminum member 20 and the steel member 10 and setting a welding auxiliary layer at the welded joint; the aluminum member 20 and the steel member 10 are welded with a pipe fitting structure, and the diameter and thickness of the aluminum member 20 and the steel member 10 are consistent, and the diameter of the steel member 10 is 450 mm, and the wall thickness is 120 mm.
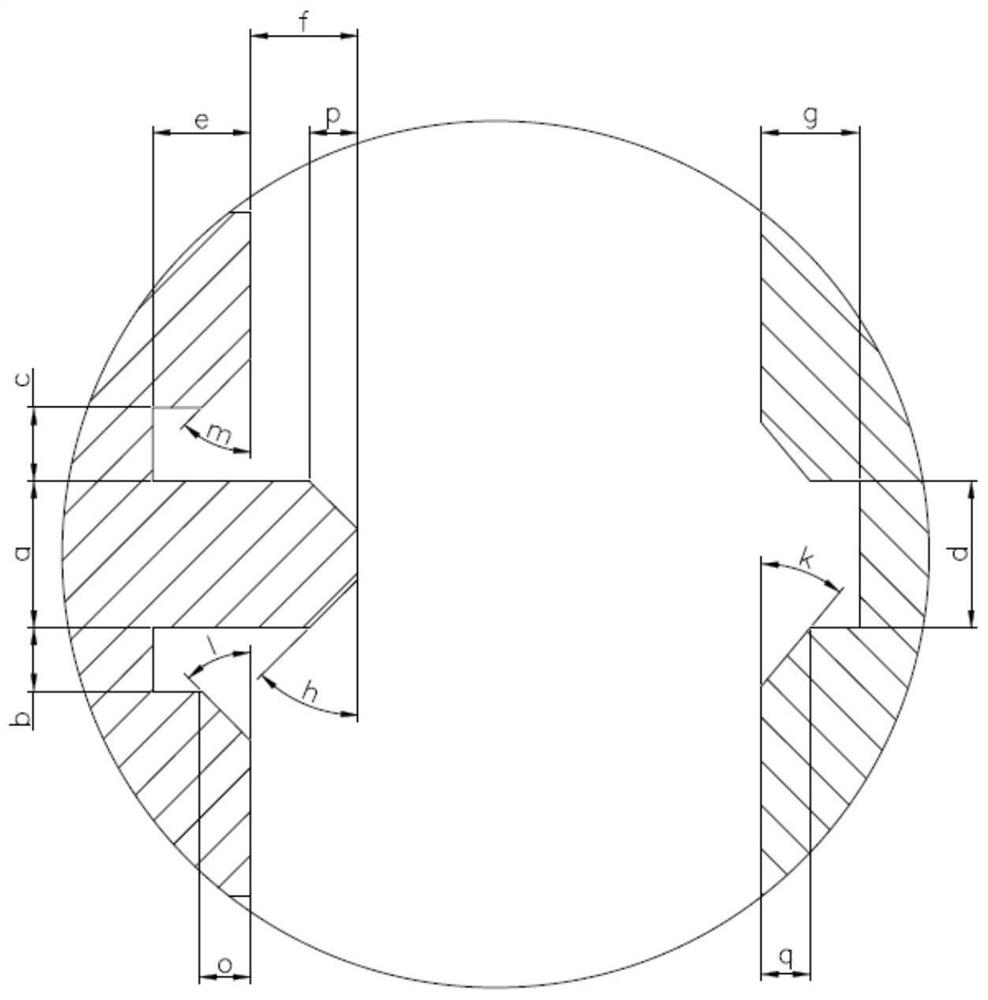
[0037] The two-way fitting structure design for the welded joint of the aluminum member 20 and the steel member 10 is specifically: for the surface to be welded of the steel member 10, an annular steel inner groove 11 and an annular steel boss 12 are sequentially processed outward from the central axis. And the annular steel outer groove 13, the steel inner groove 11 and the steel outer groove 13 are close to the steel boss 12 a...
Embodiment 2
[0048] A large-scale aluminum-steel reaction heat-assisted frictional welding method, characterized in that: it includes the two-way fitting structure design of the welded joint of the aluminum member 20 and the steel member 10 and setting a welding auxiliary layer at the welded joint; the aluminum member 20 and the steel member 10 are welded with a pipe fitting structure, and the diameter and thickness of the aluminum member 20 and the steel member 10 are consistent, and the diameter of the steel member 10 is 500 mm, and the wall thickness is 140 mm.
[0049] The two-way fitting structure design for the welded joint of the aluminum member 20 and the steel member 10 is specifically: for the surface to be welded of the steel member 10, an annular steel inner groove 11 and an annular steel boss 12 are sequentially processed outward from the central axis. And the annular steel outer groove 13, the steel inner groove 11 and the steel outer groove 13 are close to the steel boss 12 a...
Embodiment 3
[0060] A large-scale aluminum-steel reaction heat-assisted frictional welding method, characterized in that: it includes the two-way fitting structure design of the welded joint of the aluminum member 20 and the steel member 10 and setting a welding auxiliary layer at the welded joint; the aluminum member 20 and the steel member 10 are welded with a pipe fitting structure, and the diameter and thickness of the aluminum member 20 and the steel member 10 are consistent, and the diameter of the steel member 10 is 550 mm, and the wall thickness is 160 mm.
[0061] The two-way fitting structure design for the welded joint of the aluminum member 20 and the steel member 10 is specifically: for the surface to be welded of the steel member 10, an annular steel inner groove 11 and an annular steel boss 12 are sequentially processed outward from the central axis. And the annular steel outer groove 13, the steel inner groove 11 and the steel outer groove 13 are close to the steel boss 12 a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com