A kind of preparation method of polyamide superfine fiber net
A technology of ultrafine fiber and polyamide, which is applied in the field of spinning materials, can solve problems such as the complex production process of melt blown materials, and achieve the effects of excellent fluidity, excellent wear resistance, and drape
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
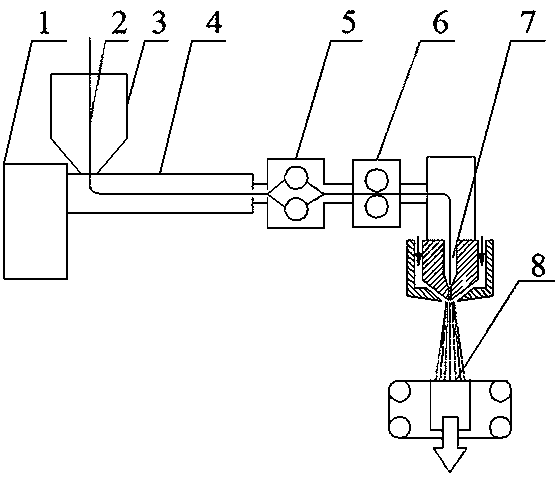
[0028] The preparation steps of the present invention include slice drying, feeding, screw melt extrusion, filtration, precise metering by metering pumps, die spinning, high-temperature and high-speed airflow drafting and web forming, and the specific steps are as follows:
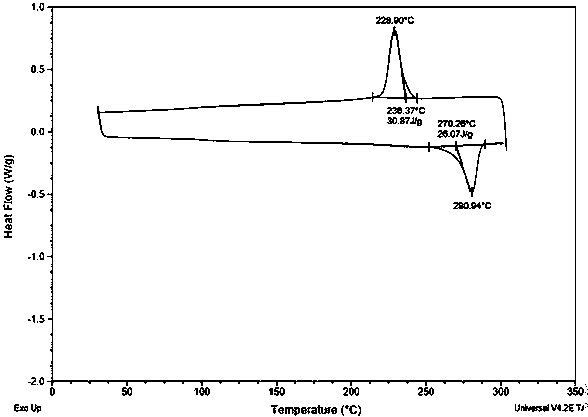
[0029] (1) PA66 is heated and dried by vacuum dryer 1, the drying temperature is 80°C, and the drying time is 36h. Afterwards, PA66 is sliced, and the moisture content of PA66 after drying is controlled between 500ppm; PA66 is medium viscosity and melting point is 280.94°C , the melt mass flow rate is 160g / 10min under the conditions of 295°C and 2840g load, the average relative molecular weight of PA66 is 20000, the relative viscosity is 2.8, the dispersion index is 1.85, and the extractable content in PA66 is ≤0.6%;
[0030] (2) The step (1) PA66 slice 2 is transported to the feed hopper 3 by dry air flow;
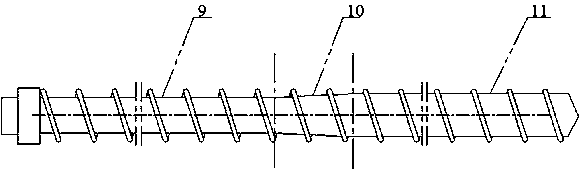
[0031] (3) In step (2), the PA66 slices enter the screw extruder 4 from the feed hopper 3 for melt...
Embodiment 2
[0038] The preparation steps of the present invention include slice drying, feeding, screw melt extrusion, filtration, precise metering by metering pumps, die spinning, high-temperature and high-speed airflow drafting and web forming, and the specific steps are as follows:
[0039] (1) PA66 is heated and dried by vacuum dryer 1, the drying temperature is 85°C, and the drying time is 30h. Afterwards, PA66 is cut into slices, and the moisture content of PA66 after drying is controlled between 600ppm; PA66 is medium viscosity and melting point is 280.94°C , the melt mass flow rate is 170g / 10min under the conditions of 295°C and 2840g load, the average relative molecular weight of PA66 is 21000, the relative viscosity is 2.9, the dispersion index is 1.90, and the extractable content in PA66 is ≤0.6%;
[0040] (2) The step (1) PA66 slice 2 is transported to the feed hopper 3 by dry air flow;
[0041] (3) In step (2), the PA66 slices enter the screw extruder 4 from the feed hopper (...
Embodiment 3
[0047] The preparation steps of the present invention include slice drying, feeding, screw melt extrusion, filtration, precise metering by metering pumps, die spinning, high-temperature and high-speed airflow drafting and web forming, and the specific steps are as follows:
[0048] (1) PA66 is heated and dried by vacuum dryer 1, the drying temperature is 90°C, and the drying time is 24h. Afterwards, PA66 is cut into slices, and the moisture content of PA66 after drying is controlled between 800ppm; PA66 is medium viscosity and melting point is 280.94°C , the melt mass flow rate is 180g / 10min under the conditions of 295°C and a load of 2840g, the average relative molecular weight of PA66 is 22000, the relative viscosity is 3.0, the dispersion index is 1.95, and the extractable content in PA66 is ≤0.6%;
[0049] (2) The step (1) PA66 slice 2 is transported to the feed hopper 3 by dry air flow;
[0050] (3) In step (2), the PA66 slices enter the screw extruder 4 from the feed hop...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
| pore size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com