A kind of normalizing liquid for steel castings and normalizing cooling process for steel castings
A cooling process and technology for steel castings, applied in the direction of quenching agent, manufacturing tools, heat treatment equipment, etc., can solve the problems of high viscosity, increase investment cost, increase the consumption of uniform cooling medium belt, etc., to achieve good fluidity and cooling speed. Fast and avoids uneven effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
[0029] Example 1: ZG25MnNi mining machine rocker arm, workpiece size: maximum length 2.8m, maximum width 0.9m, maximum height 1m. Heat treatment technical requirements: hardness ≥ 190HB, yield ratio ≥ 0.8, impact energy Akv ≥ 60J / cm 2 . After normalizing, the workpiece is directly put into 15% normalizing liquid for immersion cooling, and compared with the traditional air cooling method. The cooling process of the workpiece is carried out in the way of radiation and convection, with proper stirring during cooling, the temperature of the workpiece outlet liquid is controlled below 200 ° C, and then transferred to the tempering furnace for high temperature tempering. The stock solution of normalizing liquid is prepared according to the following formula: polyvinyl alcohol accounts for 10%, sodium polyacrylate accounts for 20%, sodium carboxymethylcellulose accounts for 0.6%, triethanolamine 2% (rust inhibitor), high-carbon alcohols disinfectant Foam agent 1%, isothiazolinone 1...
example 2
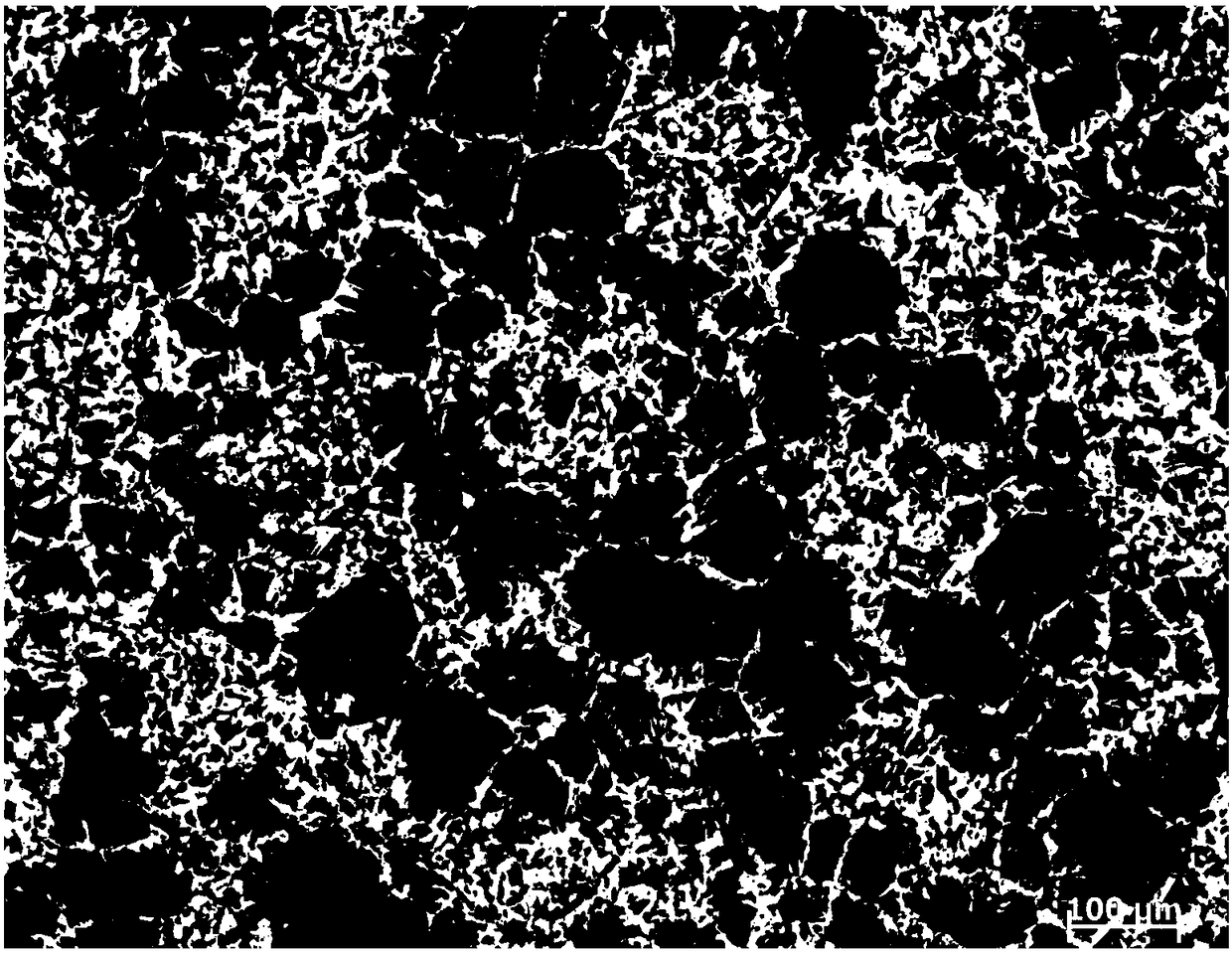
[0034] Example 2: ZG25CrNiMo box, original heat treatment process: conventional normalizing + high temperature tempering, but normalizing is cooled by traditional air cooling, the workpiece structure is coarse ferrite + pearlite, and the content of granular bainite is very small. In order to improve the structure of the workpiece and increase the content of granular bainite, after the normalizing heat preservation of the workpiece is completed, it is changed to directly immerse in the normalizing liquid with a concentration of 10% to cool, and then with proper stirring, the temperature of the workpiece liquid is controlled below 200 ℃, and then Transfer to tempering oven to keep warm. The stock solution of normalizing liquid is prepared according to the following formula: polyvinyl alcohol accounts for 5%, sodium polyacrylate accounts for 10%, sodium carboxymethylcellulose accounts for 0.5%, triethanolamine 2% (rust inhibitor), high-carbon alcohols disinfectant Foam agent 0.5%...
example 3
[0036] Example 3: ZG42CrMo traveling wheel, in order to improve the original casting structure and refine the grain, normalizing treatment is required. The original normalizing process adopts the traditional air cooling method, and the slow cooling rate increases the content of pro-eutectoid ferrite in the workpiece structure, and it is distributed in a network shape, and the grains are relatively coarse. In order to improve the structure of the workpiece, the current process is changed to: after the normalizing heat preservation is completed, use 20% concentration of normalizing liquid for immersion cooling, and the workpiece is cooled by radiation and convection. fire treatment. The stock solution of normalizing liquid is prepared according to the following formula: polyvinyl alcohol accounts for 15%, sodium polyacrylate accounts for 25%, sodium carboxymethylcellulose accounts for 0.5%, triethanolamine 3% (rust inhibitor), high-carbon alcohols disinfectant Foam agent 1%, is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| yield ratio | aaaaa | aaaaa |
| yield ratio | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com