


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for extracting valuable metal elements in niobium-tantalum ore
A technology of metal elements, niobium and tantalum, applied in the field of decomposition and extraction of niobium and tantalum ore, to achieve huge environmental benefits, improve utilization rate, and avoid environmental hazards
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
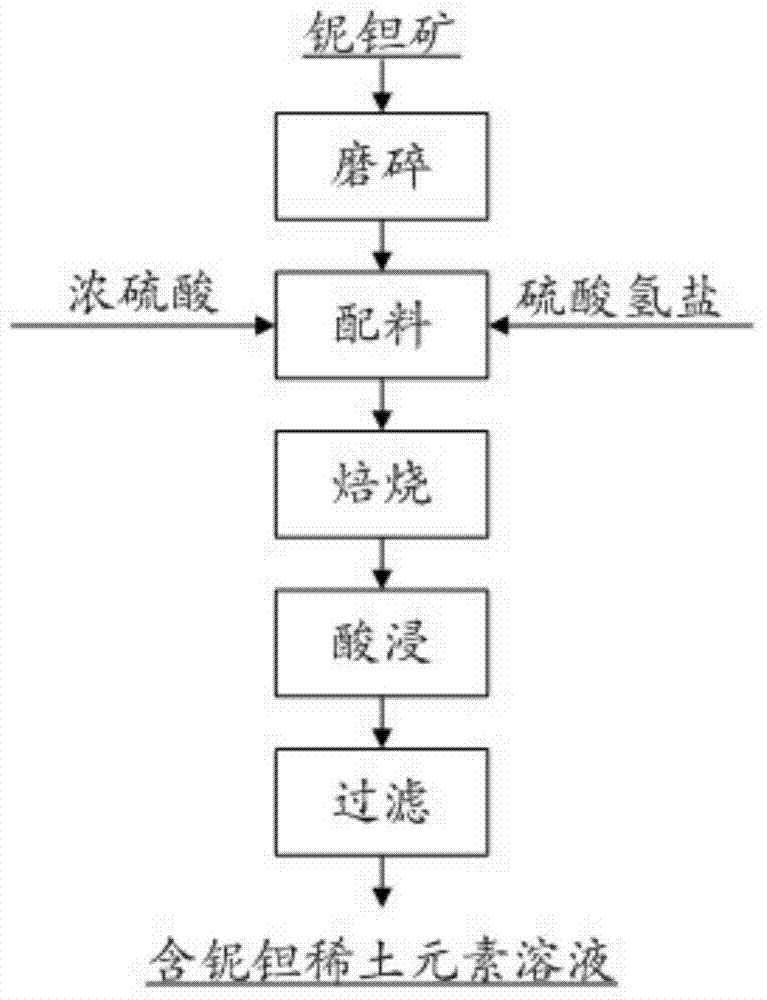
[0028] Process flow like figure 1 As shown, 100g of a certain niobium-tantalum ore (the main chemical components are shown in Table 1), 200g of concentrated sulfuric acid (content 98%), and 50g of potassium hydrogen sulfate are blended and mixed uniformly, and then put into a muffle furnace for roasting and controlled roasting The temperature is 300°C, and the firing time is 2h. After calcination, the obtained material was added to the sulfuric acid solution (10wt%), the solid-liquid ratio was 1:3, stirred at 30°C for 1h, filtered and washed. The filtrate was transferred to a volumetric flask for constant volume, and the content of niobium, tantalum and rare earth elements was detected.
[0029] After calculation, the leaching rate of niobium is 95.1%, the leaching rate of tantalum is 94.8%, and the leaching rate of rare earth elements is 99.2%.
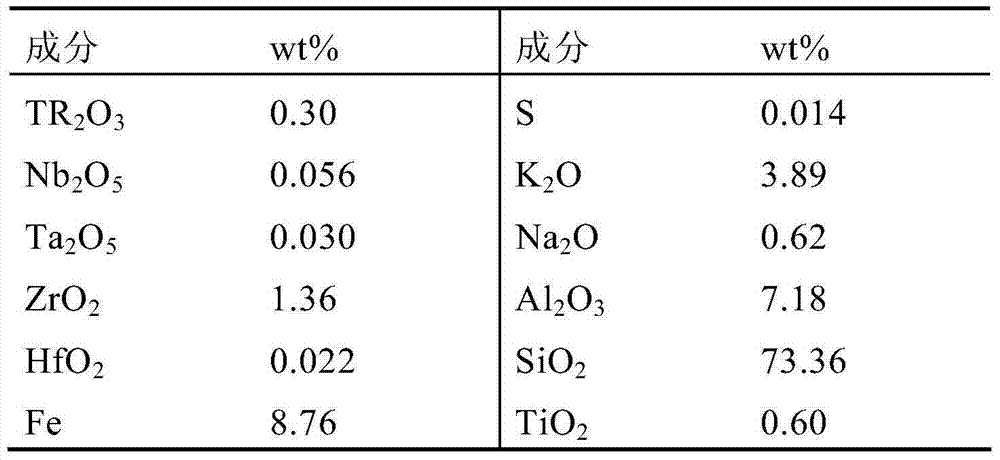
[0030] Table 1. Composition of a certain niobium and tantalum ore, wt%
[0031]
Embodiment 2
[0033] A certain raw niobium tantalum ore (the main chemical composition is shown in Table 1) 100g, concentrated sulfuric acid (content 98%) 100g and potassium hydrogen sulfate 100g are mixed and mixed uniformly, put into the muffle furnace for roasting, and the roasting temperature is controlled to 400 ℃, the roasting time is 2h. After calcination, the obtained material was added to the sulfuric acid solution (10wt%), the solid-liquid ratio was 1:4, stirred at 50°C for 1h, filtered and washed. The filtrate was transferred to a volumetric flask for constant volume, and the content of niobium, tantalum and rare earth elements was detected.
[0034] After calculation, the leaching rate of niobium is 95.5%, that of tantalum is 95.8%, and that of rare earth elements is 99.3%.
Embodiment 3
[0036] A certain raw niobium tantalum ore (the main chemical composition is shown in Table 1) 100g, concentrated sulfuric acid (content 98%) 50g and potassium hydrogen sulfate 200g are mixed and mixed uniformly, put into the muffle furnace for roasting, and the roasting temperature is controlled to 500 ℃, the roasting time is 3h. After calcination, the obtained material was added to the sulfuric acid solution (20wt%) with a solid-liquid ratio of 1:5, stirred at 70°C for 2h, filtered and washed. The filtrate was transferred to a volumetric flask for constant volume, and the content of niobium, tantalum and rare earth elements was detected.
[0037] After calculation, the leaching rate of niobium is 97.1%, the leaching rate of tantalum is 96.3%, and the leaching rate of rare earth elements is 99.0%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com