Method for producing SKS51 hot-rolled thin steel sheets
A technology of hot-rolled thin steel sheet and production method, applied in metal rolling, temperature control and other directions, can solve the specific solution method that does not mention SKS51 preparation technology and method, does not mention key technical problems, and does not mention alloy tools Steel technology and methods, etc., to achieve the effect of improving the quality of the slab, high drawing speed, and improving the uniformity of structure and properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
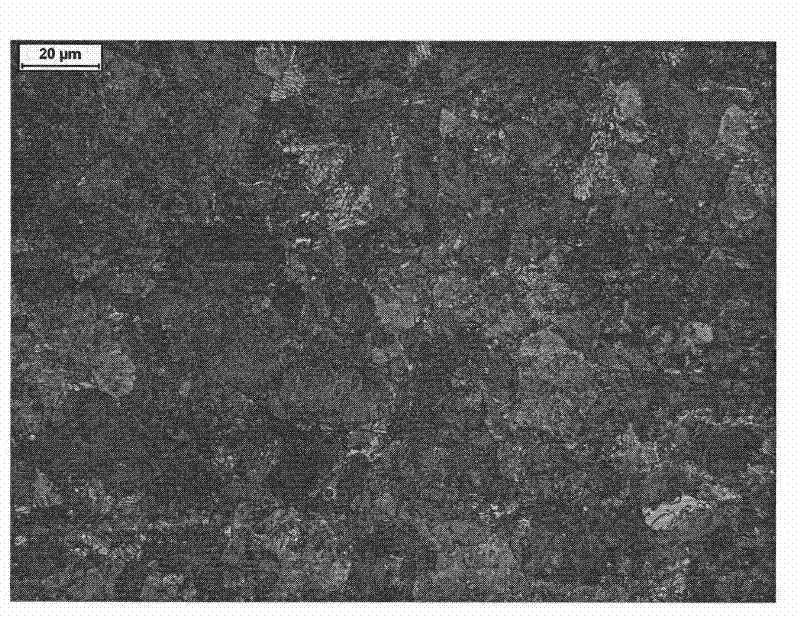
[0028] A method for producing SKS51 hot-rolled thin steel plates based on the thin slab continuous casting and rolling process. The process flow: 150t ultra-high power electric furnace smelting, 150t ladle furnace refining, thin slab continuous casting, soaking, high-pressure water descaling, hot continuous rolling , laminar cooling, coiling.
[0029] The chemical composition weight percentage ratio (wt%) of the molten steel after the alloying treatment in the refining process is: C: 0.75, Si: 0.15, Mn: 0.20, P0.010, S0.004, Cr: 0.20, Ni: 1.30, The remainder is Fe and unavoidable impurities.
[0030] Slab entering furnace temperature T 入is 905°C, the superheat of molten steel T 过 31°C, finishing temperature T 终 860°C, coiling temperature T 卷 560°C, casting speed S 拉 3.5m / min, continuous casting liquid core depression 2mm, slab thickness 68mm.
[0031] The physical and chemical performance indicators of mold flux: the melting point is 1016°C, the basicity is 1.01, the vis...
Embodiment 2
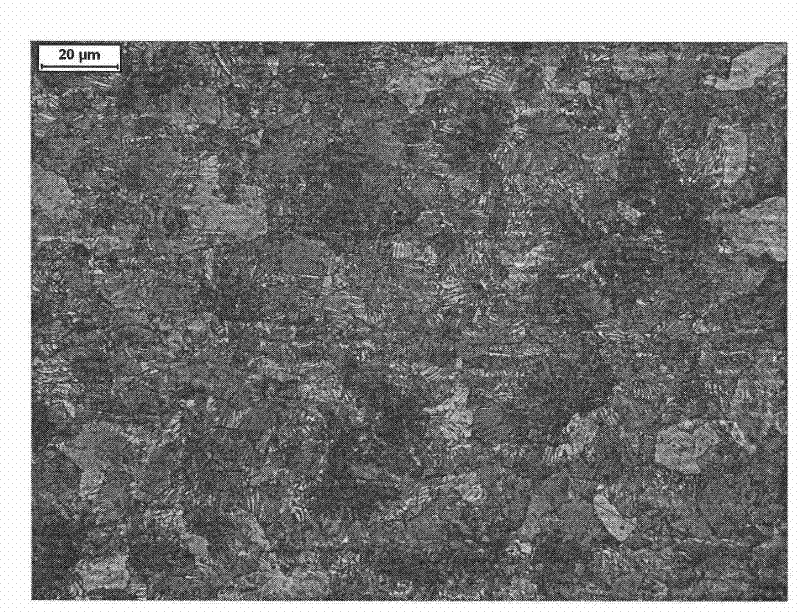
[0036] A method for producing SKS51 hot-rolled thin steel plates based on the thin slab continuous casting and rolling process. The process flow: 150t ultra-high power electric furnace smelting, 150t ladle furnace refining, thin slab continuous casting, soaking, high-pressure water descaling, hot continuous rolling , laminar cooling, coiling.
[0037] The chemical composition weight percentage ratio (wt%) of the molten steel after the alloying treatment in the refining process is: C0.85, Si0.30, Mn0.50, P0.028, S0.029, Cr0.50, Ni2.0, The rest is Fe and unavoidable impurities.
[0038] Slab entering furnace temperature T 入 is 980°C, the superheat of molten steel T 过 45°C, finishing temperature T 终 945°C, coiling temperature T 卷 630℃, continuous casting casting speed S 拉 It is 5.5m / min, the continuous casting liquid core is pressed down 19mm, and the casting slab thickness is 51mm.
[0039] Physical and chemical performance indicators of mold flux: melting point is 979°C, ...
Embodiment 3
[0044] This embodiment is based on the method of producing SKS51 hot-rolled thin steel plates based on the thin slab continuous casting and rolling process. Rolling, laminar cooling, coiling.
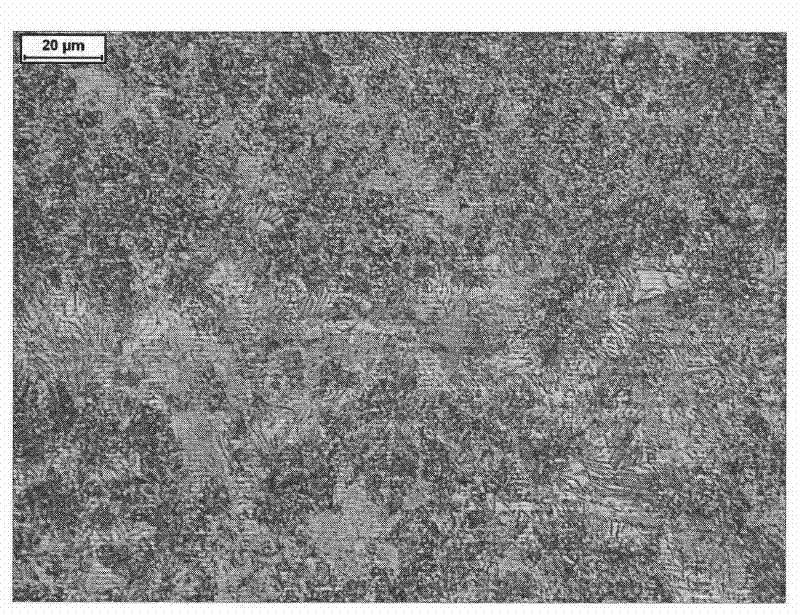
[0045] The chemical composition weight percentage ratio (wt%) of the molten steel after the alloying treatment in the refining process is: C0.80, Si0.26, Mn0.35, P0.015, S0.009, Cr0.32, Ni1.6, The rest is Fe and unavoidable impurities.
[0046] Process parameters: billet entering furnace temperature T 入 is 935°C, the superheat of molten steel T 过 38°C, finishing temperature T 终 910°C, coiling temperature T 卷 625°C, casting speed S 拉 4.2m / min, continuous casting liquid core depression 7mm, slab thickness 63mm.
[0047] The physical and chemical performance indicators of mold flux: the melting point is 990°C, the basicity is 0.90, the viscosity is 1290°C, 0.94 poise, and the bulk density is 0.60Kg / L.
[0048] Microstructure of hot-rolled steel strip see image 3 , the performance ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Melting point | aaaaa | aaaaa |
| Melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com