


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Induction welding method for aluminum water-cooling base plate and stainless joint
A technology of water-cooled base plate and induction welding, which is applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc. It can solve the problems of locomotives not running normally, difficult to control welding temperature, and burning out electrical components, etc. Intelligent protection, automatic welding control and safe operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
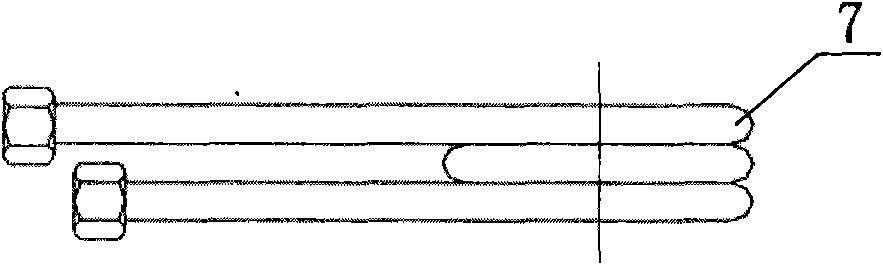
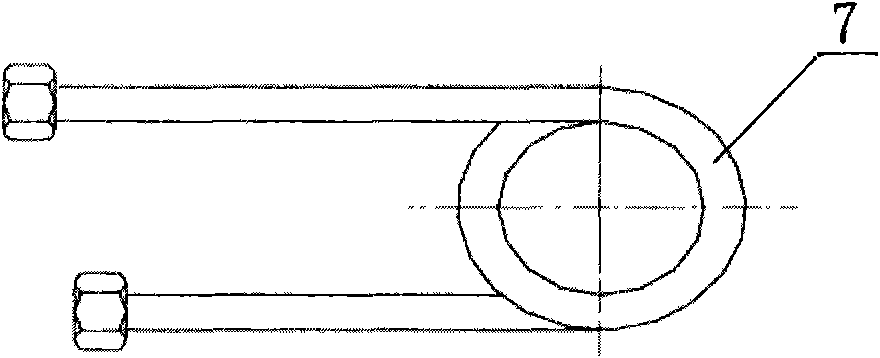
[0048] Soak the stainless steel joint and the end face of the water-cooled substrate in 8% sodium hydroxide solution at a temperature of 85°C for 20 seconds, take out the above-mentioned workpiece, and then soak it in 10% sulfuric acid solution at room temperature for 5 seconds, rinse with water The surface of the workpiece is dried, and then the stainless steel joint is installed on the end face of the water-cooled substrate. Take a zinc-aluminum alloy with a diameter of 2.5mm and a melting point of 420-480°C with a flux-cored welding wire. The calibration composition of the welding wire is as follows: Pb 0.005% MAX, Fe 0.005% MAX, Cu 0.005% MAX, Cd 0.005% MAX, Al 2.4% MAX, Zn balance. The above-mentioned welding wire is bent into a circle and placed at the root of the stainless steel joint exposing the end surface of the water-cooling substrate and the chamfer of the screw hole on the end surface of the water-cooling substrate, and the welding wire bent into a circle is tigh...
example 2
[0058] Soak the stainless steel joint and the end face of the water-cooled substrate in a 10% sodium hydroxide solution at a temperature of 75°C for 15 seconds, take out the above-mentioned workpiece, and then soak it in a 9% sulfuric acid solution at room temperature for 6 seconds, and rinse the cleaned parts with water. The surface of the workpiece is dried, and then the stainless steel joint is installed on the end face of the water-cooled substrate. Take a zinc-aluminum alloy with a diameter of 3.5mm and a melting point of 420-480°C with flux cored welding wire. The calibration composition of the welding wire is as follows: Pb 0.005% MAX, Fe 0.005% MAX, Cu 0.005% MAX, Cd 0.005% MAX, Al 2.4% MAX, Zn balance. The above-mentioned welding wire is bent into a circle and placed at the root of the stainless steel joint exposing the end surface of the water-cooling substrate and the chamfer of the screw hole on the end surface of the water-cooling substrate, and the welding wire b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com