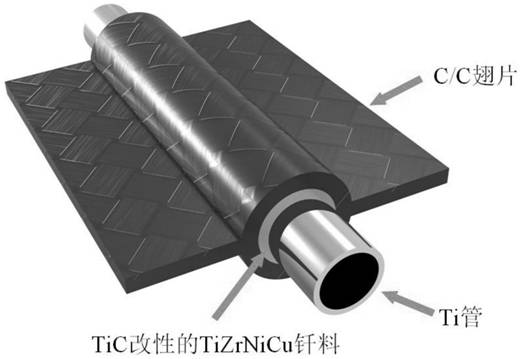
Vacuum brazing connection method for C/C radiating fins and Ti tubes
A technology of heat dissipation fins and connection methods, applied in welding/welding/cutting objects, welding equipment, hollow objects, etc., can solve the problems of poor wettability of the base metal and large residual stress, and reduce the thermal expansion coefficient and residual stress. , the effect of low connection temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] a. Pretreatment: Polish the Ti tube with 800-grit water sandpaper to remove the oxide film, put it in acetone for ultrasonic cleaning for 30 minutes, then put it in deionized water for ultrasonic cleaning for 10 minutes, and dry it in a vacuum drying oven;
[0029] b. Brazing material modification: Add -200 mesh commercial TiZrNiCu alloy powder and 3% by mass percentage of TiC powder with a particle size of 3-5 μm into a ball mill tank, add 20% alcohol and ball mill for 18 hours, the ball-to-material ratio is 3:1, After the ball milling is completed, put it in a vacuum drying oven to dry, and then sieve it with a 60-mesh sieve, then add 10% oily binder to the sieved powder and stir it into a paste solder;
[0030] c. Assembly: Pre-assemble the C / C tube and Ti tube and leave a suitable gap space, then fill the gap with the prepared TiZrNiCu paste solder with a blowing ball, and clamp the assembly with a graphite clamp to prevent slide, then place it in a vacuum furnace; ...
Embodiment 2
[0035] a. Pretreatment: Polish the Ti tube with 1000-grit water sandpaper to remove the oxide film, put it in acetone for ultrasonic cleaning for 30 minutes, then put it in deionized water for ultrasonic cleaning for 10 minutes, and dry it in a vacuum drying oven;
[0036] b. Brazing filler metal modification: Add -200 mesh commercial TiZrNiCu alloy powder and 3% by mass percentage of TiC powder with a particle size of 3-5 μm into a ball mill tank, add 20% alcohol and ball mill for 15 hours, the ball-to-material ratio is 3:1, After the ball milling is completed, put it in a vacuum drying oven to dry, and then sieve it with a 60-mesh sieve, then add 10% oily binder to the sieved powder and stir it into a paste solder;
[0037] c. Assembly: Pre-assemble the C / C tube and Ti tube and leave a suitable gap space, then fill the gap with the prepared TiZrNiCu paste solder with a blowing ball, and clamp the assembly with a graphite clamp to prevent slide, then place it in a vacuum furn...
Embodiment 3
[0042] a. Pretreatment: Polish the Ti tube with 1500-grit water sandpaper to remove the oxide film, put it in acetone for ultrasonic cleaning for 30 minutes, then put it in deionized water for ultrasonic cleaning for 10 minutes, and dry it in a vacuum drying oven;
[0043] b. Brazing filler metal modification: Add -200 mesh commercial TiZrNiCu alloy powder and 5% by mass of TiC powder with a particle size of 3-5 μm into a ball mill tank, add 20% alcohol and ball mill for 18 hours, the ball-to-material ratio is 3:1, After the ball milling is completed, put it in a vacuum drying oven to dry, and then sieve it with a 60-mesh sieve, then add 10% oily binder to the sieved powder and stir it into a paste solder;
[0044] c. Assembly: Soak the treated Ti tube in TiZrNiCu paste solder, assemble it with C / C cooling fins after the surface is covered with solder, clamp the assembly with graphite clamps to prevent slipping, and then place it placed in a vacuum furnace;
[0045] d. Brazin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com