High-weather-resistance fireproof steel welding alkaline flux-cored wire
A flux-cored welding wire and weather-resistant technology, which is applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problems of poor process performance of alkaline materials and has not been popularized, so as to improve process performance, increase cladding speed and productivity, little splash effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
preparation example Construction
[0036] The preparation method of basic flux-cored welding wire of the present invention is as follows:
[0037] Steel strip: Thickness (mm)×width (mm) of steel strip: 0.6-0.9×10 and related strips, weight ratio between 15-30%; wire diameter: Φ1.2mm-Φ1.6mm.
[0038] The production of flux-cored welding wire is a mature technology in the industry. Its principle is: purchase low-carbon steel strips for flux-cored welding wires, use special equipment to roll the thin steel strips into semicircular shapes such as U-shaped, etc., add alloy powder to form welding cores, and roll Sealing is made to form a very long and thin metal tube covered with a welding core, and then rolled or cold drawn to form a finished flux-cored wire with a diameter of Φ1.2mm-Φ1.6mm.
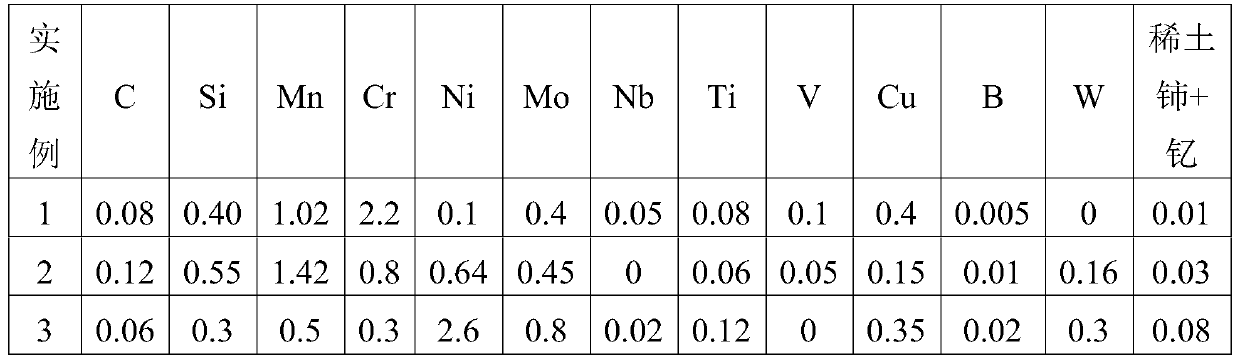
Embodiment 1
[0040] The composition of the flux-cored wire powder in this embodiment is: magnesia: 18g; fluorite: 19g; barium fluoride: 4g; zircon sand: 12g; manganese ore: 2g; rutile: 10g; marble: 3.5g; 2.5g; lithium fluoride 1g; high-carbon ferrochrome 4g; micro-carbon ferrochrome 10.5g; nickel powder 0.4g; ferrosilicon: 2.2g; manganese powder 4.2g; Ferroboron: 1.6g; Ferroboron: 0.1g; Ferroniobium: 0.4g; Ferrovanadium: 0.8g; Cerium oxide: 0.1g and Yttrium oxide 0.3g.
[0041] Common carbon steel strip H08A is used, with a thickness of 0.8mm and a width of 10mm. The steel strip was rolled into a U shape, and the powders in the above embodiments were added to the steel strip to form welding cores respectively, with a filling rate of 25%. It is rolled and sealed to form a very long and thin metal tube covered with a welding core, and then rolled or cold drawn to form a finished flux-cored wire with a diameter of Φ1.6 mm.
Embodiment 2
[0043] The composition of the flux-cored wire powder in this embodiment is: magnesia: 33.4g; fluorite: 5g; barium fluoride: 8g; zircon sand: 6.7g; manganese ore: 6g; rutile: 8.5g; marble: 2g; Alloy: 1g; lithium carbonate 1g; high-carbon ferrochrome 2g; micro-carbon ferrochrome 4.5g; graphite 1g; nickel powder 3.2g; ferrosilicon: 3.6g; manganese powder 7.2g; Ferro-titanium: 1.2g; Ferro-boron: 0.3g; Tungsten powder: 0.8g; Ferrovanadium: 0.4g; cerium oxide 1g and yttrium oxide 0.2g.
[0044] Common carbon steel strip H08A is used, with a thickness of 0.8mm and a width of 10mm. The steel strip was rolled into a U shape, and the powders in the above examples were added to the steel strip to form welding cores respectively, with a filling rate of 20%. It is rolled and sealed to form a very long and thin metal tube covered with a welding core, and then rolled or cold drawn to form a finished flux-cored wire with a diameter of Φ1.6 mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com