Polypropylene composite for extrusion foaming
A composite material and extrusion foaming technology, which is applied in the field of polypropylene composite materials and polypropylene composite materials for extrusion foaming, can solve the problems of low strength, low strength and use of foamed polypropylene, and improve the damping performance. , good sound insulation and shock absorption, the effect of expanding the application field
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
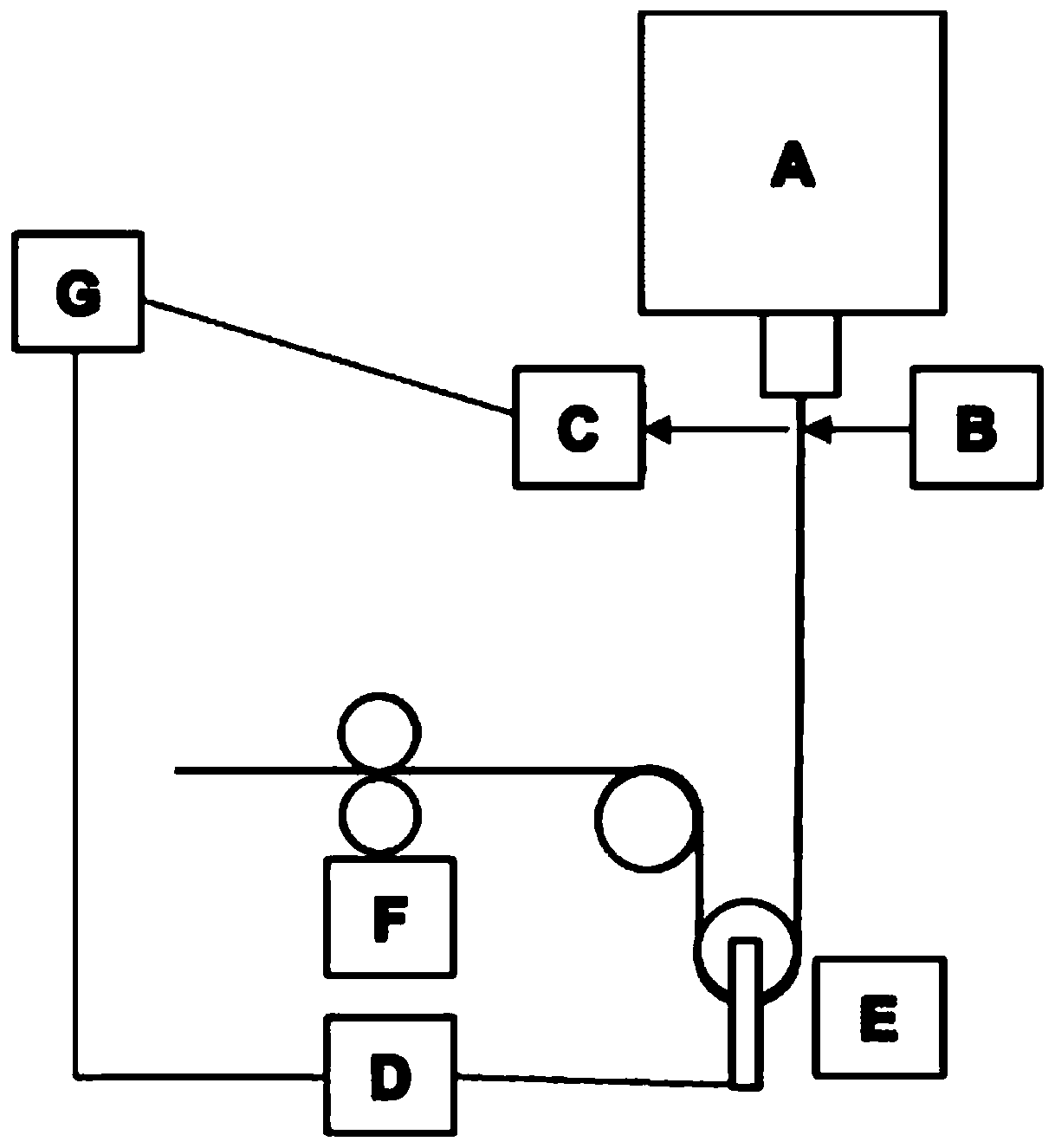
[0034] According to the formula requirements, weigh 30 parts of polypropylene (WB140 HMS), 40 parts of damping thermoplastic elastomer 5127, 20 parts of reinforcing material glass fiber, 10 parts of maleic anhydride grafted polypropylene, and 0.2 parts of antioxidant 1010, lubricant 0.2 parts and light stabilizer, etc., all materials except glass fiber are mixed with a high-speed mixer for 3 to 5 minutes, then added to the twin-screw extruder from the main feeding port, glass fiber is added to the side feeding port, and the twin-screw extruder The rotating speed of the machine is 300-700RPM, the temperature is 180-220°C, and then the base material of the desired product can be obtained after cooling and pelletizing.
[0035] Using supercritical carbon dioxide / butane as a composite foaming agent, the obtained substrate was extruded and foamed through a twin-screw extruder using a tubular die to obtain a foamed sheet with a density of 0.695.
Embodiment 2
[0037] According to the formulation requirements, weigh 36 parts of polypropylene (WB140 HMS), 30 parts of damping thermoplastic elastomer 5127, 30 parts of reinforcing material mica, 4 parts of maleic anhydride grafted polyethylene, 0.1 part of antioxidant 1076, and 0.2 parts of lubricant Parts and light stabilizers, etc., all materials except mica powder are mixed with a high-speed mixer for 3 to 5 minutes, then added to the twin-screw extruder from the main feed port, mica powder is added to the side feed port, and twin-screw extrusion The rotating speed of the machine is 300-700RPM, the temperature is 180-220°C, and then the base material of the desired product can be obtained after cooling and pelletizing.
[0038]Using supercritical carbon dioxide as a foaming agent, the obtained substrate was extruded and foamed through a twin-screw extruder using a tubular die to obtain a foamed sheet with a density of 0.189.
Embodiment 3
[0040] According to the formula requirements, weigh 60 parts of polypropylene (WB140 HMS), 15 parts of damping thermoplastic elastomer 5127, 15 parts of reinforcing material carbon fiber, 1 part of maleic anhydride grafted POE, 0.4 part of antioxidant 1330, and 0.2 part of lubricant And light stabilizer, etc., all materials except carbon fiber are mixed with a high-speed mixer for 3 to 5 minutes, then added to the twin-screw extruder from the main feed port, carbon fiber is added to the side feed port, the speed of the twin-screw extruder The temperature is 300-700RPM, the temperature is 180-220°C, and then the base material of the desired product can be obtained after cooling and pelletizing.
[0041] Using supercritical carbon dioxide / butane as a composite foaming agent, the obtained substrate was extruded and foamed through a twin-screw extruder using a tubular die to obtain a foamed sheet with a density of 0.24.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| melt strength | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com