Preparation method of diamond-like carbon film on magnesium alloy surface
A diamond and magnesium alloy technology, which is applied in the field of magnesium alloy surface treatment, can solve the problems of elastic modulus and hardness difference, low magnesium alloy electrode potential, easy peeling and failure of the film, etc., and achieve high hardness, dense coating, and coating Effects with controllable layer structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] A. Perform acetone cleaning and sand blasting roughening treatment on the surface of the magnesium alloy substrate in sequence to obtain a treated substrate. The sandblasting pressure is 1.0MPa, the sandblasting time is 30s, and the number of sand shot used for sandblasting is 200 mesh.
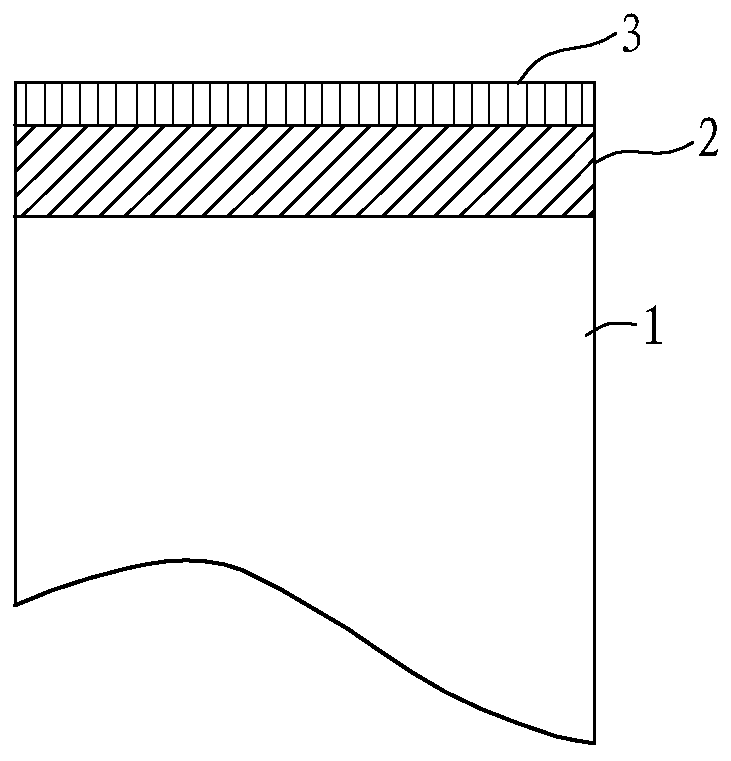
[0035] B. Spraying a layer of cold sprayed WC-17Co coating with a thickness of 300 μm on the substrate obtained in step A by using cold spraying technology, and obtaining the cold sprayed intermediate layer on the surface of the magnesium alloy substrate. The process parameters of cold spraying are: the working gas preheating temperature is 800°C, the pressure is 3.0MPa, the spraying distance is 20mm, the spray gun moving speed is 400mm / s, and the spraying gas is helium.
[0036] C. Mechanically polish the cold sprayed WC-17Co coating obtained in step B to make the roughness Ra reach 0.4.
[0037] D. In the magnetron sputtering equipment, deposit a diamond-like carbon film with a thic...
Embodiment 2
[0041] A. Perform acetone cleaning and sand blasting roughening treatment on the surface of the magnesium alloy substrate in sequence to obtain a treated substrate. The sandblasting pressure is 0.5MPa, the sandblasting time is 20s, and the number of sand shot used for sandblasting is 100 mesh.
[0042] B. Spraying a layer of 316L stainless steel coating with a thickness of 1 mm on the substrate obtained in step A by using cold spray technology, and obtaining the cold sprayed intermediate layer on the surface of the magnesium alloy substrate. The process parameters of cold spraying are: the working gas preheating temperature is 600°C, the pressure is 2.5MPa, the spraying distance is 30mm, the moving speed of the spray gun is 200mm / s, and the spraying gas is nitrogen.
[0043] C. Mechanically polishing the cold-sprayed intermediate layer obtained in step B to make its roughness Ra reach 0.1.
[0044] D. In a magnetron sputtering device, deposit a diamond-like carbon film with a...
Embodiment 3
[0047] A. Perform acetone cleaning and sand blasting roughening treatment on the surface of the magnesium alloy substrate in sequence to obtain a treated substrate. The sandblasting pressure is 0.5MPa, the sandblasting time is 10s, and the number of sand shot used for sandblasting is 40 mesh.
[0048] B. Spraying a layer of 500 μm thick 420 stainless steel coating on the substrate obtained in step A by cold spraying technology, and obtaining the cold sprayed intermediate layer on the surface of the magnesium alloy substrate. The process parameters of cold spraying are: the working gas preheating temperature is 700°C, the pressure is 3.0MPa, the spraying distance is 20mm, the moving speed of the spray gun is 50mm / s, and the spraying gas is nitrogen.
[0049] C. Mechanically polishing the cold-sprayed intermediate layer obtained in step B to make its roughness Ra reach 0.2.
[0050] D. In a magnetron sputtering device, deposit a diamond-like carbon film with a thickness of 2 μm...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com