High-strength container steel plate and preparation method thereof
A high-strength, steel plate technology, applied in the field of low-alloy steel, can solve the problems of user safety production threat, difficulty in manufacturing large-scale steel structures, impact toughness and welding performance decline, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0031] Correspondingly, the present invention also provides a method for preparing the above-mentioned high-strength container steel plate, which includes the following steps:
[0032] Step a, smelting and refining
[0033] Converter smelting uses desulfurized pretreated molten iron and steel scrap as raw materials, single slag smelting, converter tapping temperature is controlled at 1620-1640°C; RH vacuum treatment adopts circular deep degassing process;
[0034] Step b, continuous casting
[0035] It adopts dynamic soft reduction, electromagnetic stirring and optimized secondary cooling water distribution, low superheat and constant casting speed continuous casting process.
[0036] Step c, heating
[0037] The heating temperature is controlled at 1200℃~1220℃, and the total time in the furnace is ≥270min, of which the soaking time is ≥40min;
[0038] Step d, rolling and cooling
[0039] The two-stage TMCP process is adopted for rolling. The starting temperature of the ro...
Embodiment 1
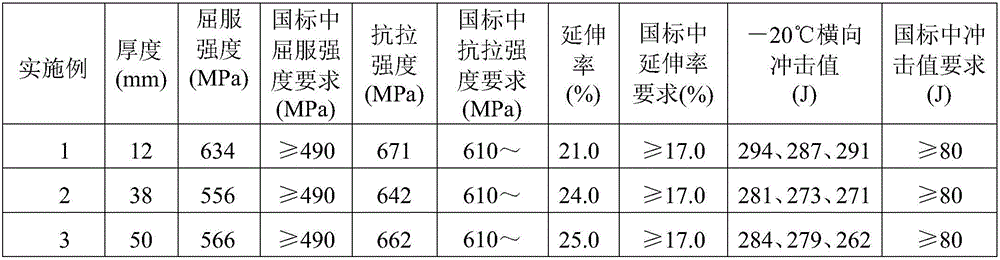
[0051] The raw material molten iron undergoes deep desulfurization of molten iron, top-bottom blowing of converter, argon blowing of ladle, external refining of LF furnace, RH vacuum treatment and continuous casting process to obtain 250mm thick slab with chemical composition weight percentage shown in Table 1. The slab heating temperature is 1202°C, the total time in the furnace is 320min, the rolling start temperature of the first stage is 1180°C, and the relative reduction rate of a single pass is controlled above 20% for at least two passes. When the thickness of the rolled piece is 38mm, the Wait until the temperature reaches 1020°C on the roller table, and then carry out the second-stage rolling. The final rolling temperature is not controlled, and the thickness of the finished steel plate is 12mm. After rolling, the steel plate is air-cooled and enters the hot straightening machine, and the cooling bed is cooled after hot straightening. After the steel plate is shot bla...
Embodiment 2
[0053] The embodiment is the same as in Example 1, wherein the heating temperature is 1210°C, the total time in the furnace is 318min, the rolling start temperature of the first stage rolling is 1183°C, the starting rolling temperature of the second stage rolling is 891°C, and the intermediate billet is left to warm The thickness is 96mm, the final rolling temperature is 835°C, and the thickness of the finished steel plate is 38mm. After rolling, the steel plate enters the accelerated cooling (ACC) device, the cooling rate is 13°C / s, the final cooling temperature is 613°C, and the cooling bed is cooled after hot straightening. After the steel plate is shot blasted, it is sent to the quenching furnace for treatment. The quenching temperature is 920°C, and the time in the furnace is t×1.4min / mm+10min. The tempering temperature is 610°C, and the holding time is t×2.4min / mm+20min, where t is the thickness of the steel plate in mm. Finally, the steel plate can be obtained.
[005...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com