A kind of processing method of driving roller of belt conveyor
A belt conveyor and drive roller technology, applied in the field of conveyors, can solve problems such as affecting production efficiency and abnormal conveying system, and achieve the effect of improving bonding strength and durability, ensuring efficient operation, and avoiding re-contamination
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
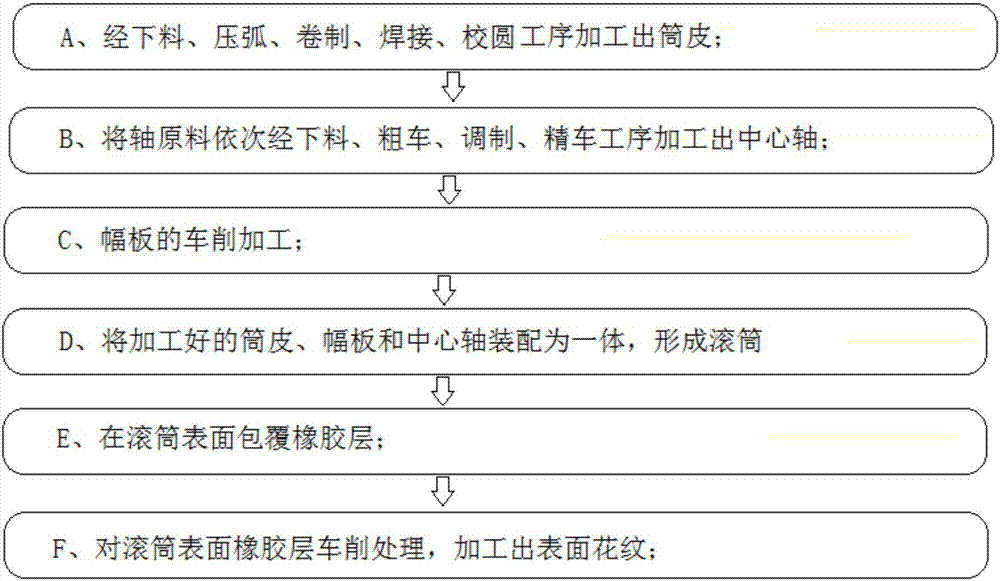
[0049] A processing method of a belt conveyor drive pulley according to the present embodiment comprises the following steps:
[0050] A. Production of tube skin: The raw material of tube skin is processed into tube skin through blanking, arc pressing, rolling, welding and rounding in sequence. The specific process is as follows:
[0051] (1) Blanking, use a semi-automatic cutting machine to cut the material and cut out the welding groove, the groove is cut into an X-shaped groove, the cutting surface roughness is 50 μm, and the rolling direction of the tube is consistent with the rolling direction of the material.
[0052] (2) Press the arc, the two ends of the expanded length of the tube skin are pre-pressed on the press to form a circular arc, the radius of the upper tire on the press arc is close to the radius of the inner circle of the tube skin, and the length of the pressed arc is not less than 1 / 8 of the circumference of the tube skin. And use the template to detect th...
Embodiment 2
[0081] The processing method of a belt conveyor driving drum in this embodiment is basically the same as that in Embodiment 1, the difference is that in step A of this embodiment, the drum skin needs to be annealed after welding, and the temperature in the furnace is heated to 650°C and then kept warm After 2.5 hours, cool down to 160°C with the furnace after the heat preservation is over, and then air cool to room temperature.
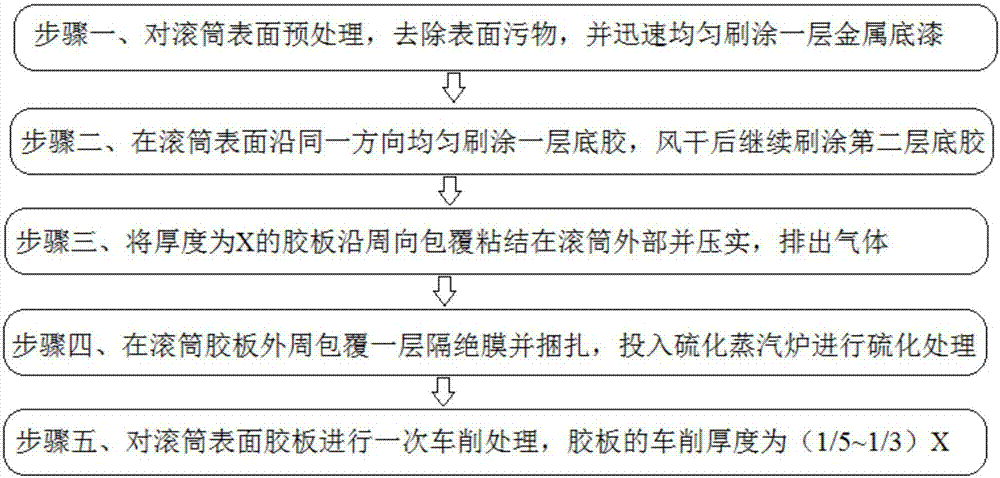
[0082] The specific process of step 2 of this embodiment is as follows: brush the first layer of primer evenly on the surface of the drum in the same direction, after the first layer of primer is air-dried, brush the second layer of primer evenly in the same direction, the thickness of the first layer of primer 0.06mm, the thickness of the second layer of primer is 0.05mm.
[0083] The temperature in the steam oven in Step 4 of this embodiment is 200°C, and the insulating film is a PET film. The PET film has excellent mechanical properties, particular...
Embodiment 3
[0086] The processing method of a belt conveyor driving drum in this embodiment is basically the same as that in Embodiment 1, the difference is that in step A of this embodiment, the drum skin needs to be annealed after welding, and the temperature in the furnace is heated to 620°C and then kept warm After 2.2 hours, cool down to 155°C with the furnace after the heat preservation is over, and then air cool to room temperature.
[0087] The specific process of step 2 of this embodiment is as follows: brush the first layer of primer evenly on the surface of the drum in the same direction, after the first layer of primer is air-dried, brush the second layer of primer evenly in the same direction, the thickness of the first layer of primer 0.06mm, the thickness of the second layer of primer is 0.04mm.
[0088] The temperature in the steam oven in Step 4 of this embodiment is 190° C., and the turning thickness of the rubber plate on the surface of the drum in Step 5 is 1 / 4X.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com