Welding device and welding method for solving high nitrogen steel welding porosity and improving joint strength
A technology of joint strength and welding device, which is applied in welding/welding/cutting items, welding equipment, laser welding equipment, etc. Improve mechanical properties and reduce porosity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0040] The welding method of the above-mentioned device is specifically carried out in accordance with the following steps:
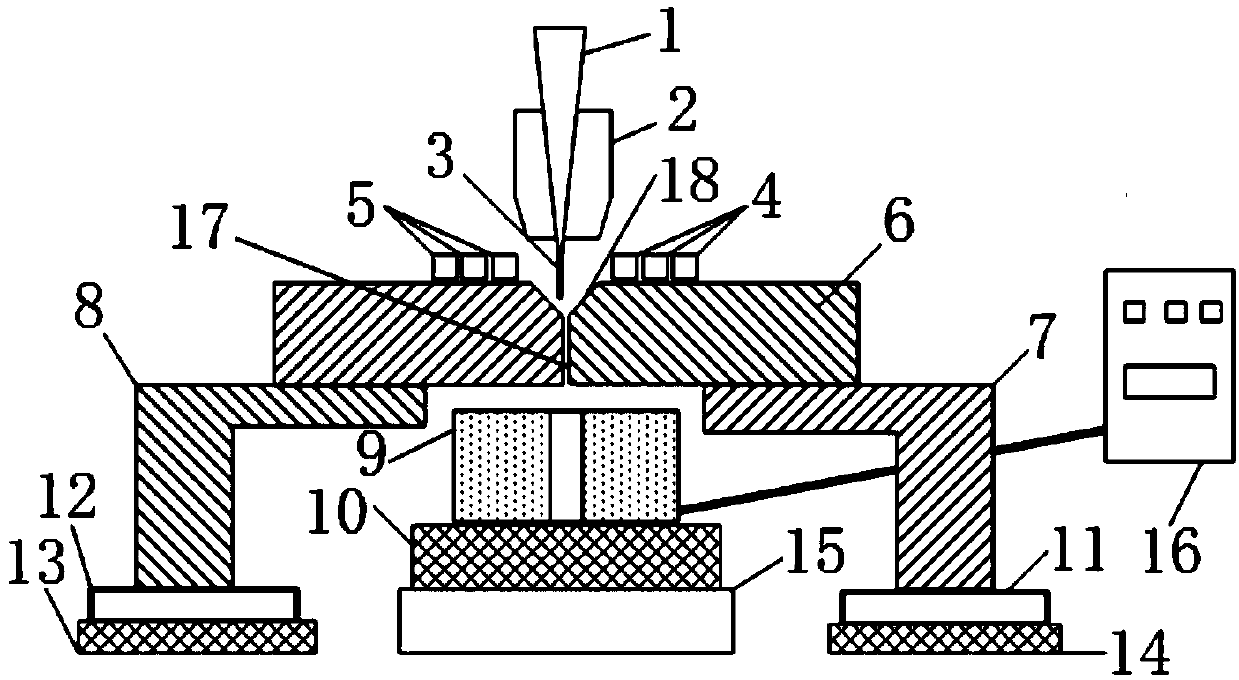
[0041] Step 1: Install and debug the device, clamp two welded workpieces 6 made of high-nitrogen steel with a thickness of 8.0mm and a nitrogen content of 0.5-0.7% on the first workpiece support plate 7 and the second On the workpiece support plate 8;
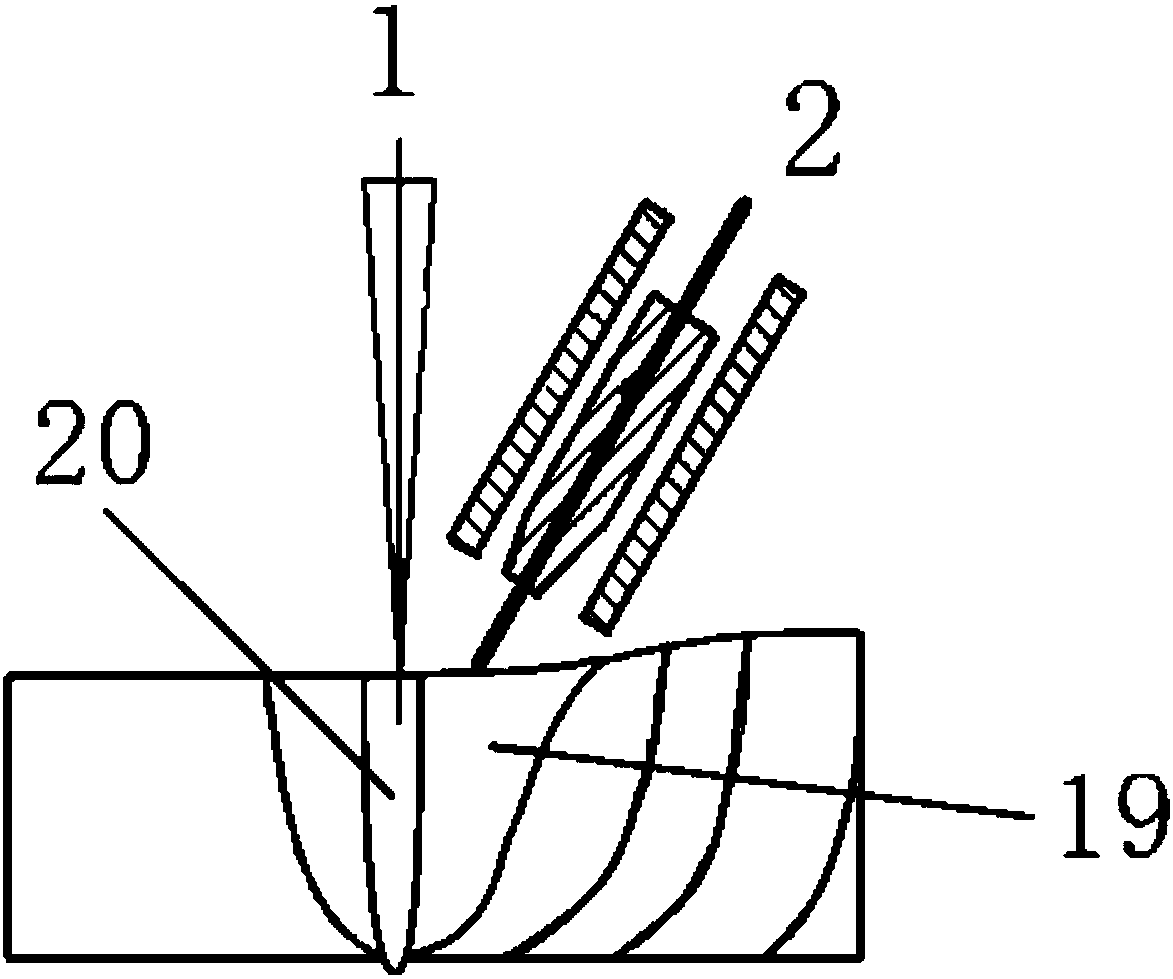
[0042] Step 2: Open the water inlet valves of the first water-passing copper pipe 4 and the second water-passing copper pipe 5, adjust the circulating water temperature in the first water-passing copper pipe 4 and the second water-passing copper pipe 5 to 15°C, and the circulating water flow rate 12L / min; turn on the excitation power supply 16, start the power supply of the CNC workbench, YAG laser and welding torch 2 synchronously, the YAG laser emits a laser beam 1, and the laser beam 1 is irradiated vertically on the front of the welding workpiece 6 to form a laser keyhole 20; welding torch 2 Welding...
Embodiment 2
[0045] The welding method of the above-mentioned device is specifically carried out in accordance with the following steps:
[0046] Step 1: Install and debug the device, clamp two welded workpieces 6 made of high-nitrogen steel with a thickness of 8.0mm and a nitrogen content of 0.5-0.7% on the first workpiece support plate 7 and the second On the workpiece support plate 8;
[0047] Step 2: Open the water inlet valves of the first water-passing copper pipe 4 and the second water-passing copper pipe 5, adjust the circulating water temperature in the first water-passing copper pipe 4 and the second water-passing copper pipe 5 to 10°C, and the circulating water flow rate 15L / min; turn on the excitation power supply 16, start the power supply of the CNC workbench, YAG laser and welding torch 2 synchronously, CO 2 The laser emits a laser beam 1, and the laser beam 1 is vertically irradiated on the front of the welding workpiece 6 to form a laser keyhole 20; the welding torch 2 pe...
Embodiment 3
[0050] The welding method of the above-mentioned device is specifically carried out in accordance with the following steps:
[0051] Step 1: Install and debug the device, clamp two welded workpieces 6 made of high-nitrogen steel with a thickness of 8.0mm and a nitrogen content of 0.5-0.7% on the first workpiece support plate 7 and the second On the workpiece support plate 8;
[0052] Step 2: Open the water inlet valves of the first water-passing copper pipe 4 and the second water-passing copper pipe 5, adjust the circulating water temperature in the first water-passing copper pipe 4 and the second water-passing copper pipe 5 to 20°C, and the circulating water flow rate 10L / min; turn on the excitation power supply 16, start the power supply of the CNC workbench, YAG laser and welding torch 2 synchronously, the semiconductor laser emits a laser beam 1, and the laser beam 1 is vertically irradiated on the front of the welding workpiece 6 to form a laser keyhole 20; welding torch ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com