Production method of heat-resistant steel welding wire
A production method and technology of heat-resistant steel, applied in welding media, welding equipment, welding/cutting media/materials, etc., can solve the problems of increasing production process, high wire breakage rate, increasing processing cost, etc., to shorten the development process, Excellent impact toughness, the effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0017] The technical solutions of the present invention will be further described below in conjunction with preferred embodiments.
[0018] Using a 100t electric furnace for steelmaking and continuous casting, the billet is produced, and its chemical composition is (by weight): C 0.07~0.15, Si 0.40~0.80, Mn 0.40~1.20, P≤0.025, S≤0.025, Ni≤ 0.20, Cr1.20~1.60, Mo 0.40~0.65, and contain one or more of the following elements: W 0.1~0.8, V0.1~0.7, Zr 0.003~0.008, B 0.0005~0.002. The chemical composition of the sample selected in the embodiment is shown in Table 1.
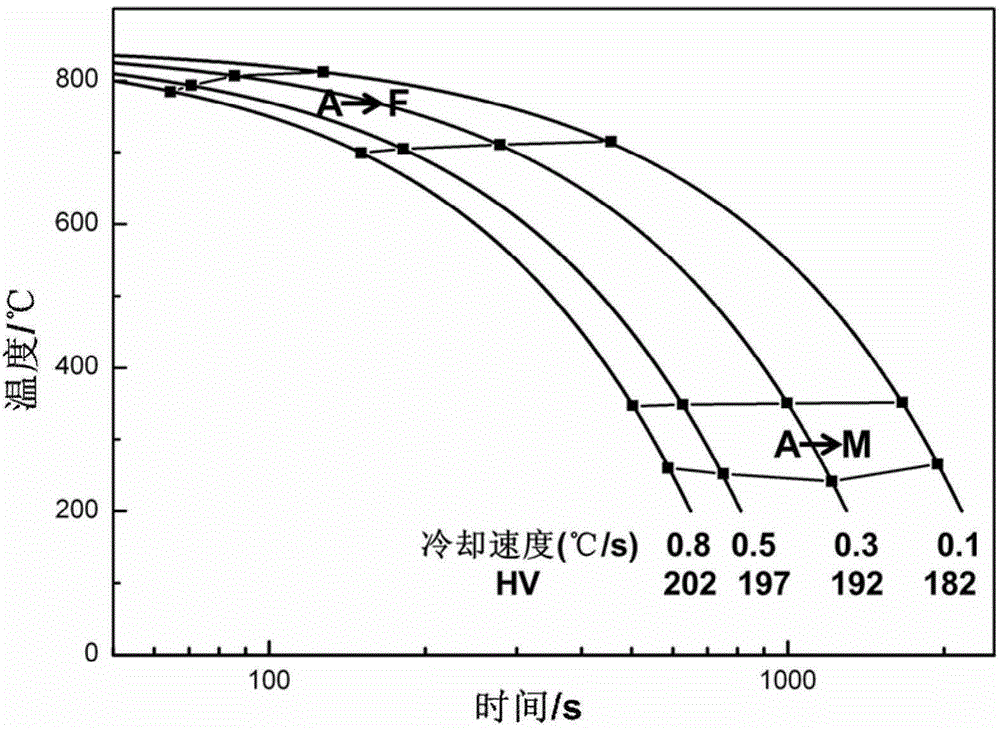
[0019] In the Gleeble thermal simulation test, the sample is heated to 1100-1200°C and held for 3-8 minutes, then cooled to 920-1050°C, held for 5 seconds, then compressed and deformed, wherein the deformation is ≥ 60%, and then cooled to 850 °C, and finally cooled to room temperature at a rate of 0.1-1.0 °C / s. According to YB / T5128-93, the continuous cooling transition curves of the steels in the examples at differen...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com