


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Welding process applied to Inconel 600
A welding process and alloy technology, which is applied in the welding process field of Inconel600 alloy, can solve the problems of unsatisfactory high-temperature mechanical properties of welds, hidden dangers in the stability and safety of Inconel600 alloy products, etc., and achieve excellent performance results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
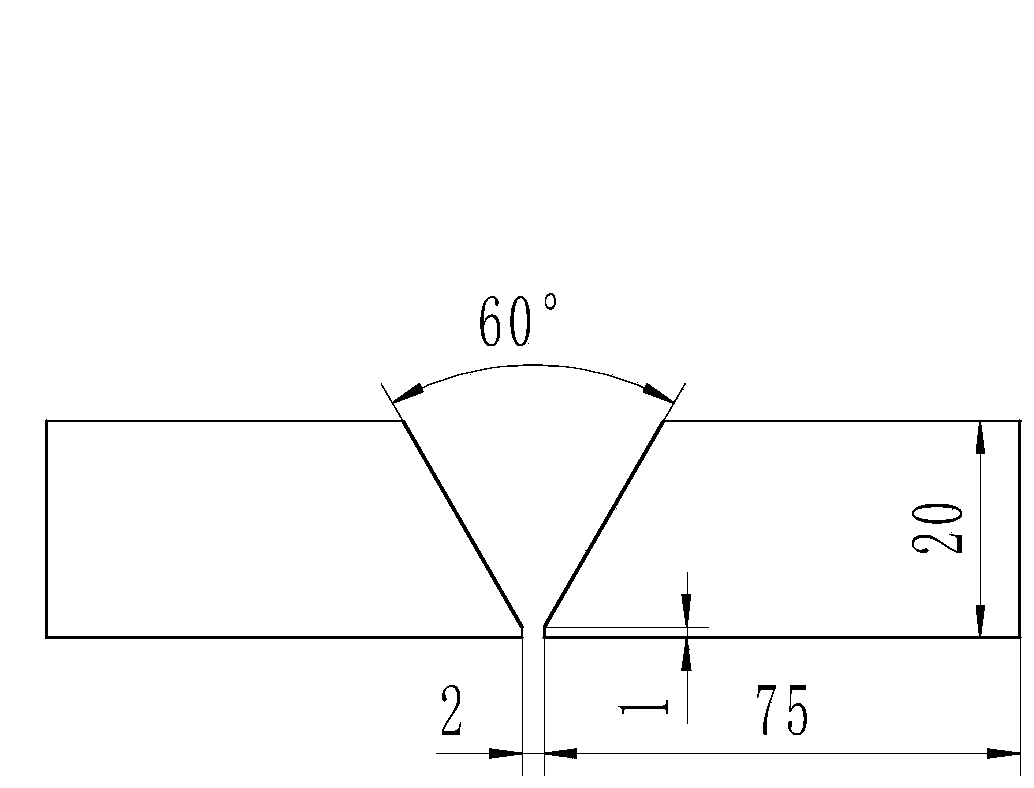
[0024] Two Inconel600 rolled plates with specifications of 450mm×75mm×20mm were selected as welding samples, and a V-shaped butt joint groove was adopted. The groove type was: the length of the blunt side was 1mm, and the groove angle was 60°. docking structure such as figure 1 shown.
[0025] To weld the above welding samples, the welding machine model used is WSM-4000 inverter pulse argon arc welding machine; the welding material used is welding wire with a diameter of φ2.4mm, and its composition is: C 0.03%, Cr 16.8% , Fe 7.2%, Mn 0.4%, Nb 2.45%, Si 0.85%, S 0.002%, P 0.002%, Ni balance.
[0026] The welding process includes the following steps:
[0027] (1) Clean the surface of the groove to be welded of the welding sample, keep it clean and dry, then connect the groove according to the above-mentioned butt joint method, fix the position with spot welding, and then pass argon gas for protection; the welding machine and the to-be-welded The sample is connected in a dire...
Embodiment 2
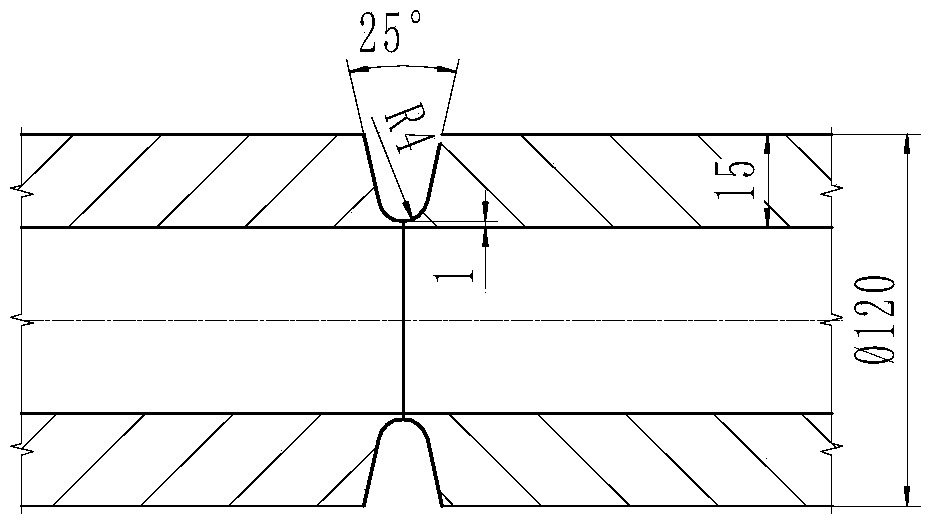
[0031] Two Inconel600 pipe sections with specifications of φ120mm (outer diameter) × 15mm (wall thickness) × 150mm (length) were selected as welding samples, and a U-shaped butt joint groove was adopted. Mouth angle 25°. The docking structure is attached figure 2 shown.
[0032] The above welding samples were welded using the same welding consumables and equipment as in Example 1.
[0033] The welding process includes the following steps:
[0034] (1) Clean the surface of the groove to be welded of the welding sample, keep it clean and dry, then connect the groove according to the above-mentioned butt joint method, fix the position with spot welding, and then pass argon gas for protection; the welding machine and the to-be-welded The sample is connected in a direct current connection;
[0035] (2) Carry out bottom welding on the welding sample, the welding current is 90A, the voltage is 12V, the welding speed is about 0.8mm / s, and two layers are welded;
[0036] (3) Carr...
Embodiment 3
[0037] Embodiment 3 (comparison)
[0038] Using the same welding sample, butt joint method and equipment as in Example 1, it was welded with ERNiCr-3 welding wire with a diameter of φ2.4mm as the welding material.
[0039] The welding process includes the following steps:
[0040] (1) Clean the surface of the groove to be welded of the welding sample, keep it clean and dry, then connect the groove according to the above-mentioned butt joint method, fix the position with spot welding, and then pass argon gas for protection; the welding machine and the to-be-welded The sample is connected in a direct current connection;
[0041] (2) Underground welding is performed on the sample to be welded, the welding current is 110A, the voltage is 15V, the welding speed is about 1.1mm / s, and two layers are welded;
[0042] (3) Carry out filling welding and cover welding, welding current 130A, voltage 20V, welding speed about 1.4mm / s.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com