Process for manufacturing pneumatic inner and outer tooth joint blank
A manufacturing process, technology of internal and external teeth, applied in the direction of engine components, mechanical equipment, etc., can solve problems such as waste of materials, difficult processing, and lack of corresponding guarantee of quality, so as to reduce the amount of consumables, ensure product quality, and organize materials. The effect of tight structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
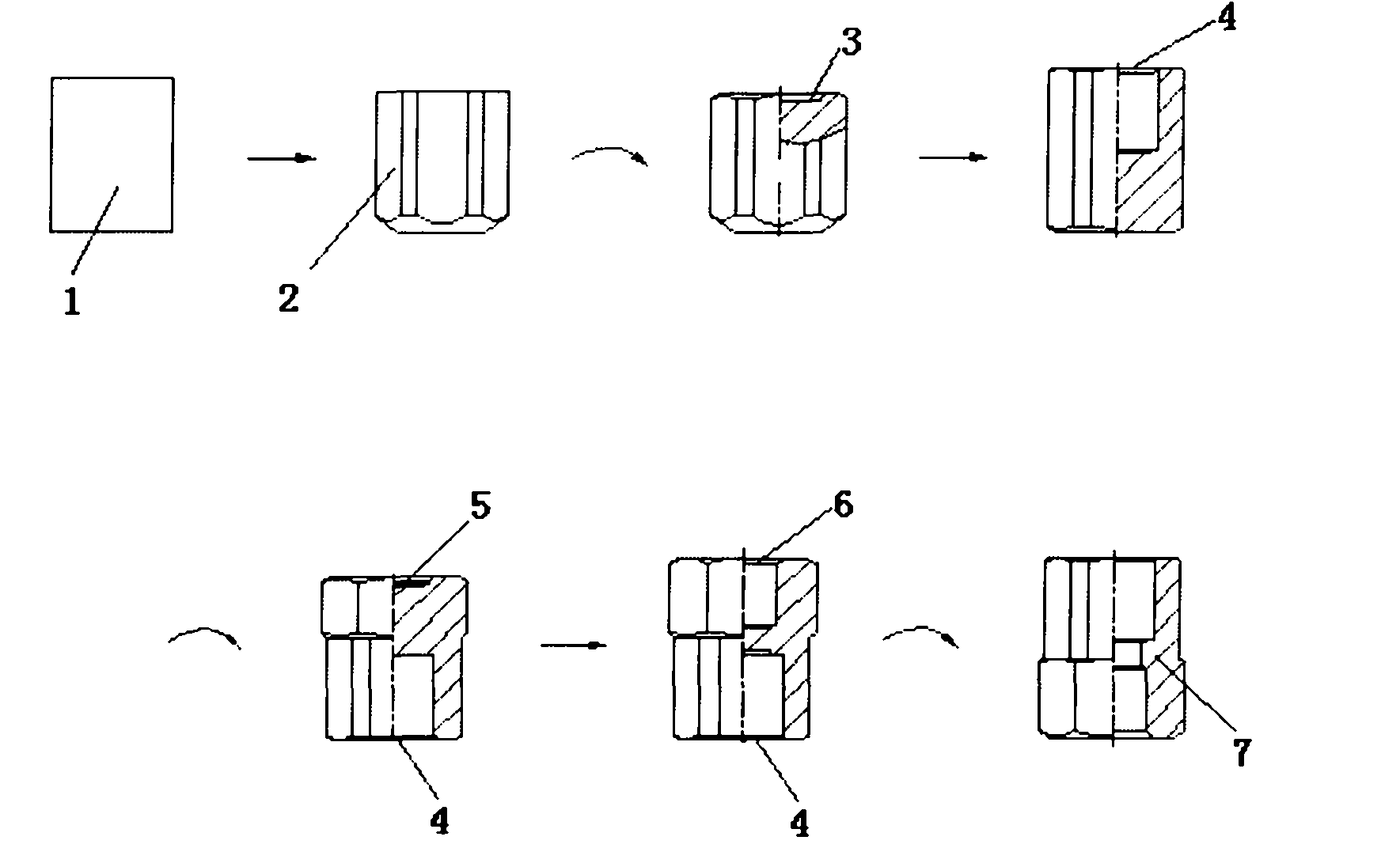
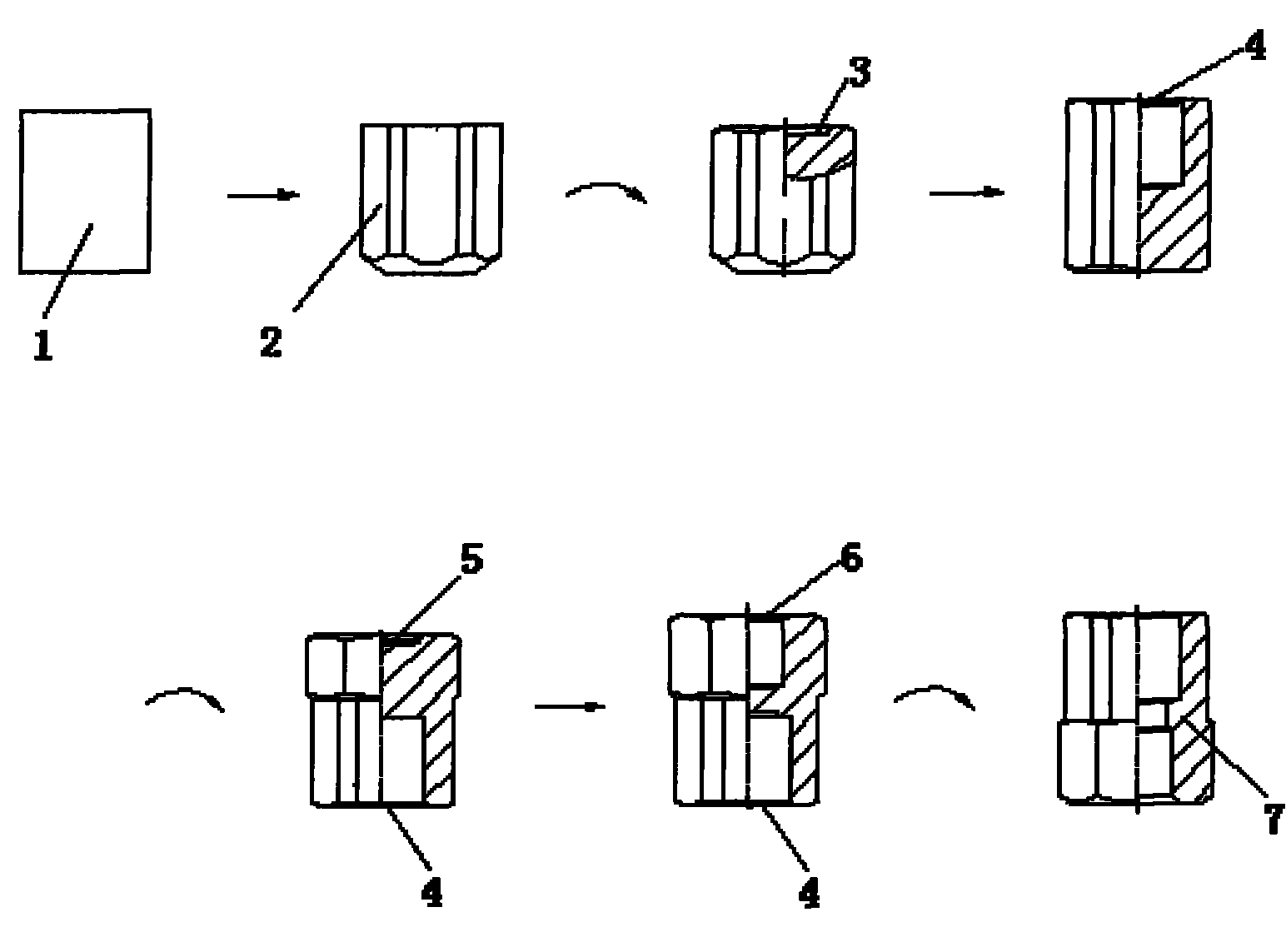
[0018] see figure 1 , a manufacturing process of pneumatic inner and outer tooth joint rough blanks. The raw material of the steel billet is made into a round material, and then the round material is subjected to phosphate surface treatment, and then the rough drawn round material is subjected to spheroidizing annealing, phosphate Film treatment, fine drawing and sizing treatment, and finally the forming process of pneumatic inner and outer tooth joint blanks in the cold heading forming machine, which specifically includes the following steps:
[0019] (1) Automatically cut the disc round material after precision drawing and sizing into a single pneumatic inner and outer tooth joint blank 1 in the cold heading machine;
[0020] (2) Use mechanical fixtures to clamp the pneumatic internal and external tooth joint blanks to the No. 1 die opening of the cold extrusion die, and push the pneumatic internal and external tooth joint blanks into the concave by the punching tool of the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com