


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for preparing TiAl alloy clad plate by element powder
A composite plate and element powder technology, which is applied in the field of preparing TiAl alloy composite plate, can solve the problems of unavailable size and thin thickness, etc., and achieve the effect of improving low room temperature plasticity, thin plate thickness, and excellent comprehensive mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
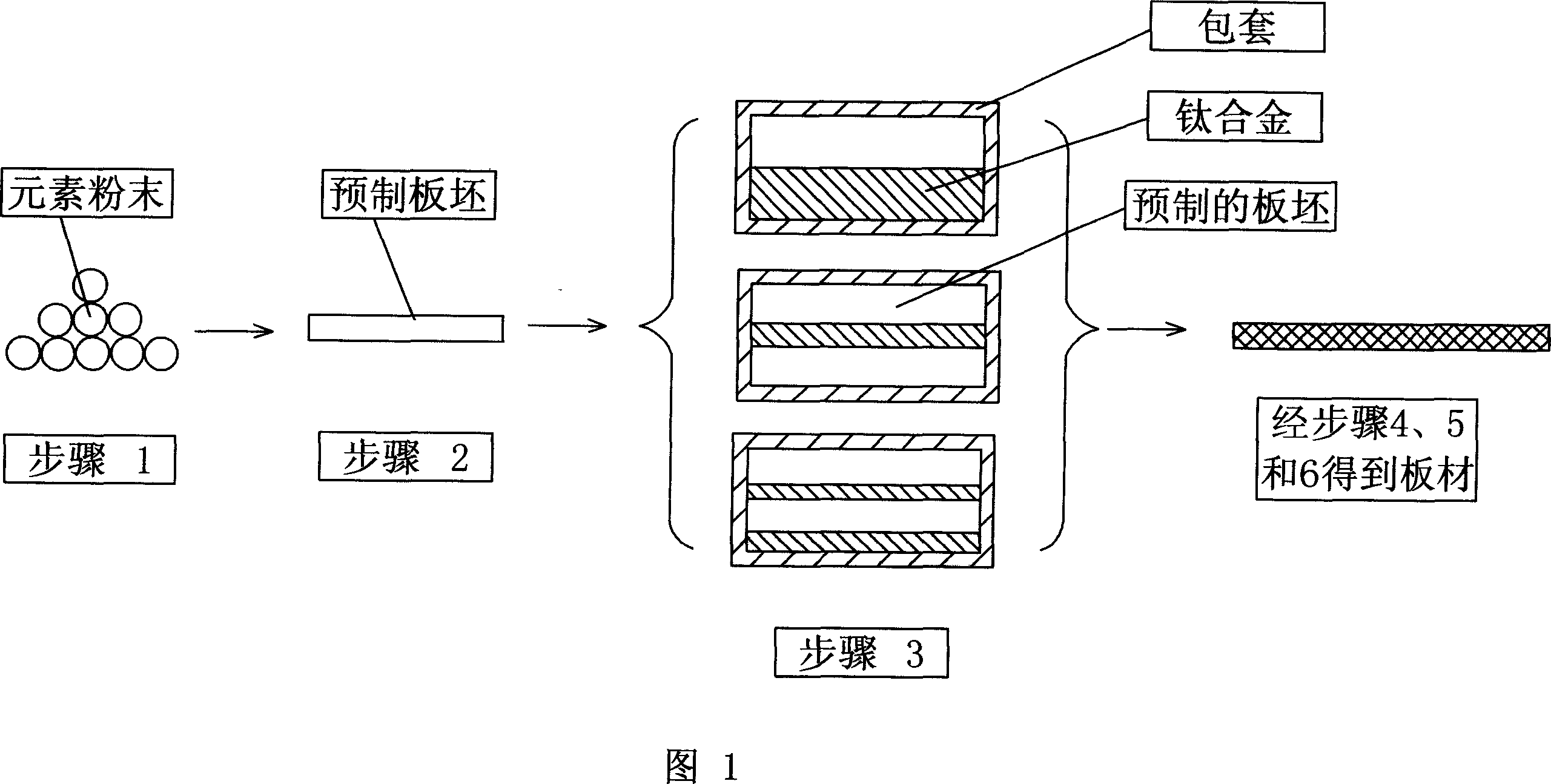
[0006] Specific embodiment one: (referring to Fig. 1) the technical scheme of the present embodiment is realized through the following steps: one, prepare raw material: get Ti powder, Al powder and other powder, other powder is Nb, Cr, Mn, V, Ni, W, Hf, Ta, Mo, Zr, Si, Y, La, Ce, C, B, TiC, TiB, TiB 2 A mixture of one or more than one powder, the particle size of Ti powder, Al powder and other powders are all less than 200 microns, Ti powder accounts for 35-60 at.% of the total powder in the raw material, and Al powder accounts for 35- 55at.%, the rest is other powders; 2. Powder mixing: mix Ti powder, Al powder and other powders for powder mixing. The mixing time is 1-100 hours, so that several kinds of powders are mixed evenly; 3. Prefabricated board Billet preparation: cold rolled or cold molded powder to obtain a prefabricated slab, the thickness of the prefabricated slab is 0.4-25mm; 4. Wrapping: the prefabricated slab is combined with a certain thickness of titanium allo...
specific Embodiment approach 2
[0007] Embodiment 2: The difference between this embodiment and Embodiment 1 is that a high-temperature rolling step is added, and the titanium alloy / TiAl alloy composite plate obtained in Embodiment 1 is then subjected to high-temperature rolling, and stainless steel is used before rolling. , pure titanium or titanium alloy for sheathing, the thickness of the sheathing is 0.5-20mm, the rolling process is: put the whole material into the heating furnace and heat it to 750-1400℃, keep it warm for 6-45 minutes, and then quickly put it into the rolling mill Start rolling; the deformation of each pass is 4-18%, and the furnace is returned to the furnace for 5-20 minutes between passes. The total deformation of rolling is 10-60%. °C, and air-cooled to room temperature. Through further processing in this embodiment, the obtained plate is denser, thinner, and has better comprehensive mechanical properties.
specific Embodiment approach 3
[0008] Specific embodiment three: the difference between this embodiment and specific embodiment one is that the raw materials are Ti powder, Al powder, Nb powder and Cr powder, the particle size of the powder is 5-30 microns, and the Ti powder accounts for the total amount in the raw materials. 49at.% of powder, 47at.% of Al powder, 2at.% of Nb powder and 2at.% of Cr powder; mix Ti powder, Al powder, Nb powder and Cr powder Powder mixing, the mixing time is 10 hours, so that several powders are mixed evenly, and the mixed element powder is cold molded to obtain a prefabricated slab, the thickness of the prefabricated slab is 7mm; a layer of prefabricated slab and a layer of 3mm The pure titanium plates are placed in layers, and then they are jointly sheathed. The sheath material is 304# stainless steel, and the thickness of the sheath is 2mm; after sheathing, the whole is degassed and sealed; the sealed whole material is subjected to hot isostatic pressing, The hot isostatic ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com