Accelerated steel cutting methods and machines for implementing such methods
a technology of steel cutting and accelerated steel, which is applied in the direction of manufacturing tools, soldering devices, auxiliaries welding devices, etc., can solve the problems of not only cutting the workpiece, the process of cutting steel is very slow and tedious, and the cutting torch tends to cut not only the workpiece, so as to increase the rate at which metal flame cutting can be accomplished
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0057] U.S. Pat. No. 5,922,144, which is directed to a method for cutting metal, is hereby incorporated by reference.
[0058] In order to cut metal at a constant rate, several factors must be controlled. In the present invention, the new position of the cutting torch, the higher pressures of the gases, and the different heat created by burning the combustible gas with high-pressure oxygen, are some of the factors which must be controlled. For instance, the angle of incidence (.alpha..sub.i) of the cutting torch is changed by rotating the cutting torch flame from the cutting torch tip about a fixed point. The smaller the angle of incidence, the more heat that is transferred to a smaller, localized area of metal. Heat to an area of metal may also be regulated by moving the tip closer to the metal.
[0059] The following discussion is directed to a method for cutting steel according to the present invention.
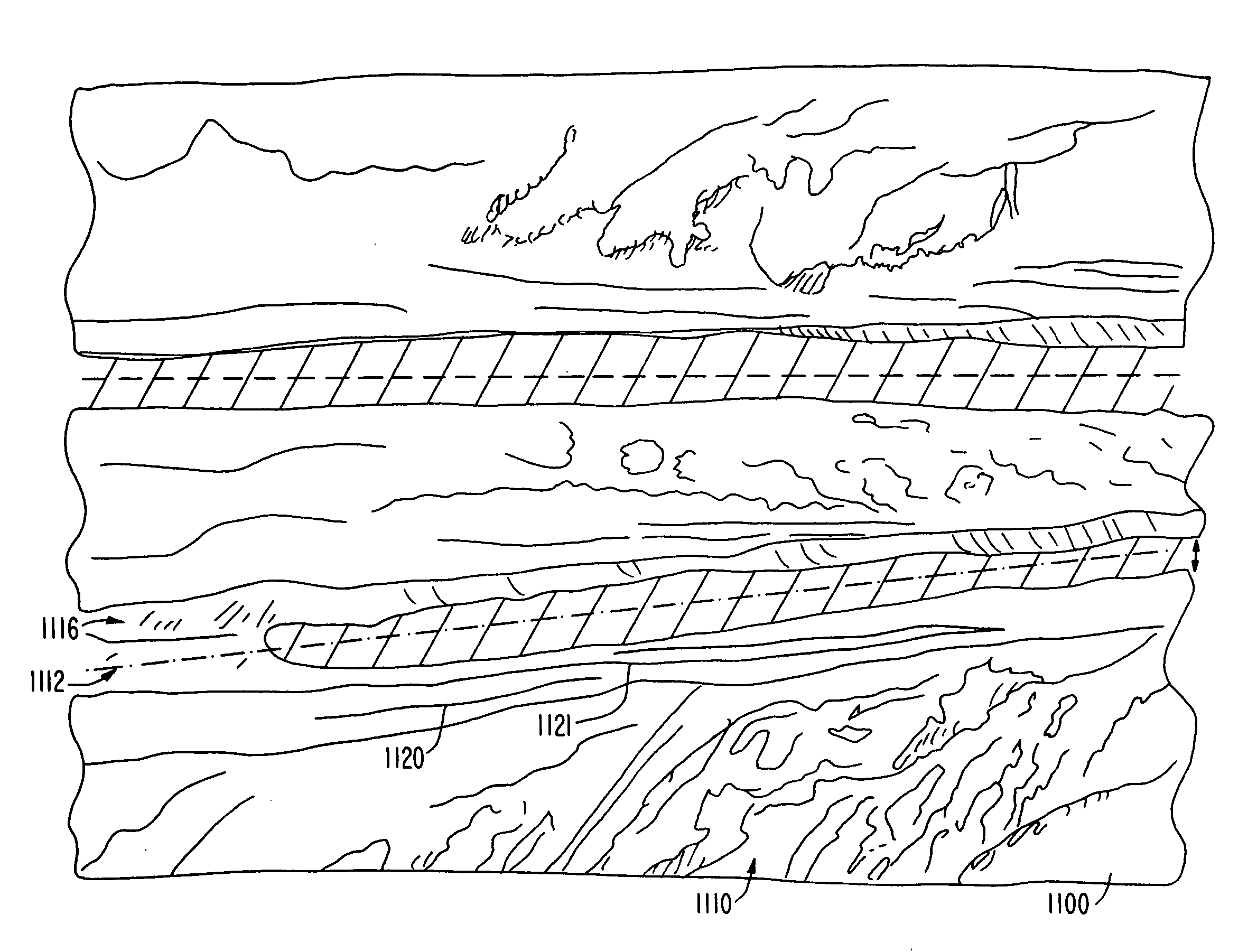
[0060] Referring to FIGS. 13a-13d, a cutting torch 1000 is used to pre-heat an ar...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pressure | aaaaa | aaaaa |
| pressure | aaaaa | aaaaa |
| angle of attack | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com