High-stability high-speed train brake disc coating and preparation method thereof
A high-speed train and high-stability technology, applied in coatings, metal material coating processes, mechanical equipment, etc., can solve problems such as thermal engine fatigue failure, brake disc wear, etc., to improve thermal fatigue resistance and ensure stability , Good resistance to high temperature oxidation and corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0034] This embodiment selects 24CrNiMo cast steel high-speed brake discs, and adopts high-speed laser cladding technology to prepare composite coatings on its surface, such as figure 1 and figure 2 As shown, it specifically includes the following steps:
[0035](1) Carry out sandblasting roughening treatment to the brake disc, then remove the grease on the surface of the brake disc, and clean and dry;
[0036] (2) Use heat sealant to seal the connecting hole on the brake disc;
[0037] (3) Preparation of Inconel 625 alloy powder, Fe 10 co 10 Ni 10 Cr 4 Mo 6 B 5 Si 5 Alloy powder, dried at 150°C for 2 hours; and mixed powder of Inconel 625 and WC was prepared according to the proportion, wherein Inconel 625 accounted for 90wt%, WC accounted for 10wt%, and then the mixed powder of Inconel 625 and WC was placed in a mixer and mixed for 3 hours , to ensure that Inconel 625 powder and WC powder are evenly mixed and dried at 150°C for 2 hours; the above-mentioned Inconel ...
Embodiment 2
[0054] The difference between this embodiment 2 and embodiment 1 is that in this embodiment Fe 10 co 10 Ni 10 Cr 4 Mo 6 B 5 Si 5 The alloy powder is made by mixing elemental Fe, Co, Ni, Cr, Mo, Si, and B powders. Specifically, the elemental powder is weighed according to the atomic ratio, placed in a vacuum ball mill, and ball milled for 5 hours to obtain it.
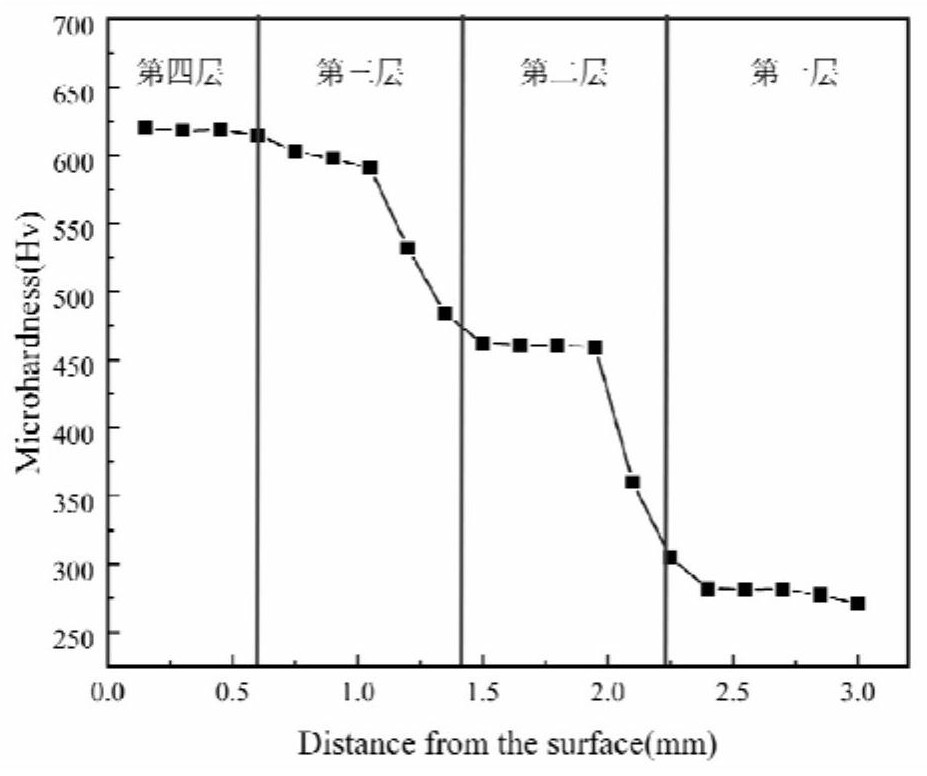
[0055] Prepare a composite coating on the surface of the brake disc according to the laser cladding process parameters in Example 1. After grinding, the overall coating thickness is 3mm, the roughness Ra is 1.6, and the hardness of the outermost layer of the composite coating obtained is about 600HV. The friction coefficient of the composite coating is about 0.4 to 0.45, and the fluctuation of the friction coefficient is small during the friction test, and the fourth coating Fe 10 co 10 Ni 10 Cr 4 Mo 6 B 5 Si 5 The coating is detected by XRD and is FCC+BCC dual-phase structure.
Embodiment 3
[0057] The difference between this embodiment 3 and embodiment 1 is that the laser cladding process parameters are different. The specific process parameters of laser cladding in this embodiment are: laser power is 2kW, spot diameter is 3mm, powder feeding amount is 35g / min, lap joint The rate is 0.4, and the protective gas flow rate is 15L / min. Specifically, the scanning speed and cladding thickness of each coating are:
[0058] (a) The first layer is Inconel 625 alloy coating, that is, the basic coating, the cladding path is from the outer circle to the center of the circle, the scanning speed is 12mm / s, and the cladding thickness is 0.7mm;
[0059] (b) The second layer is Inconel 625+10% WC alloy coating, namely transition coating, the cladding path is from the center of the circle to the outer circle, the scanning speed is 8mm / s, and the cladding thickness is 0.9mm;
[0060] (c) The third layer is Fe 10 co 10 Ni 10 Cr 4 Mo 6 B 5 Si 5 Alloy coating, that is, wear-re...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com