Forming method for achieving structure grain refining of near-beta type titanium alloy thin-wall structural part
A technology of thin-walled structural parts and titanium alloys, which is applied in the direction of metal processing equipment, can solve the problems of difficult control of forming stability and difficulty in microstructure regulation, and achieve the effects of shortening the development cycle, fine grains, and efficient manufacturing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0041] This embodiment is a forming method for realizing fine-grained structure of TB6 near-β-type titanium alloy structural parts with a wall thickness less than 0.8 mm. The specific process is:
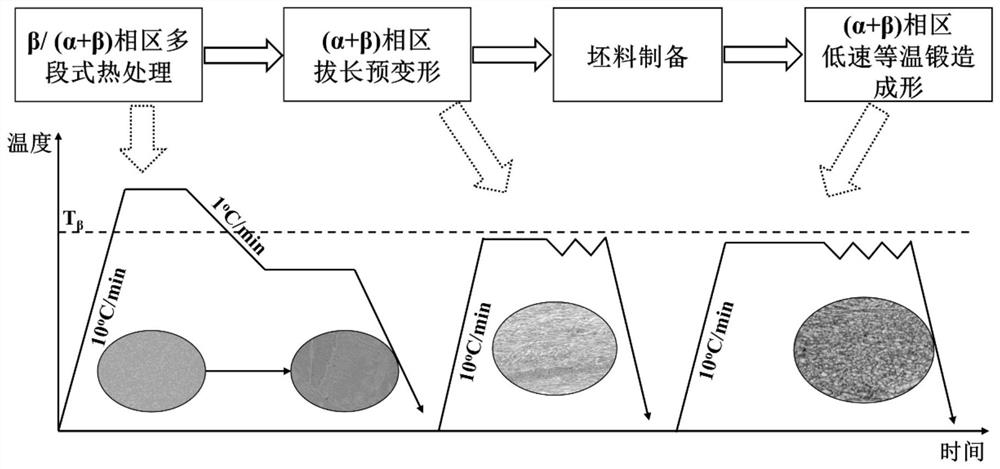
[0042] Step 1, multi-stage heat treatment in the β / (α+β) phase zone:
[0043] TB6 titanium alloy rods with a specification of Φ90mm are used, and the phase transition temperature is 805°C. Put the TB6 titanium alloy rod into a vacuum heat treatment furnace for multi-stage heat treatment to obtain lamellar structure. The heat treatment system is as follows: first heat it to 40°C above the β transformation point and keep it for 50 minutes; Furnace cool the bar to 750°C at a cooling rate of 100°C, and continue to keep it warm for 40 minutes at this temperature; after the heat preservation is over, furnace cool the bar to room temperature.
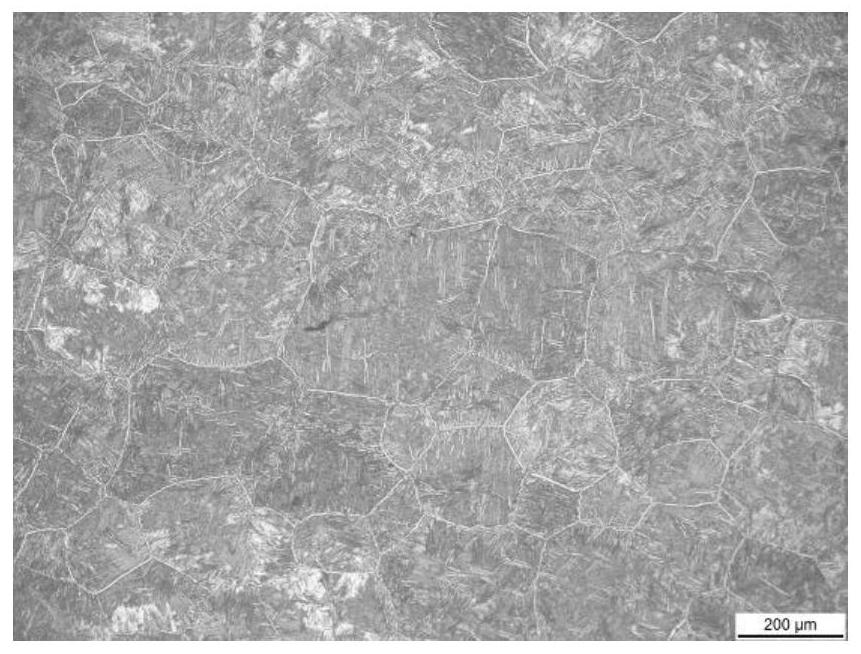
[0044] A TB6 titanium alloy bar material that has undergone multi-stage heat treatment is obtained. Its microstructure is as figure 2 As shown,...
Embodiment 2
[0061] This embodiment is a forming method for realizing fine-grained structure of Ti-55531 near-β-type titanium alloy structural parts with a wall thickness less than 0.8mm. The specific process is:
[0062] Step 1, multi-stage heat treatment in the β / (α+β) phase zone:
[0063] Ti-55531 titanium alloy rods with a size of Φ90mm are used, and the phase transition temperature is 845°C. Put the Ti55531 titanium alloy bar into a vacuum heat treatment furnace for multi-stage heat treatment to obtain lamellar structure. The heat treatment system is as follows: first heat it to 60°C above the β transformation point and keep it for 40 minutes; Furnace cool the bar to 650°C at a cooling rate of 100°C, and continue to keep it warm for 50 minutes at this temperature; after the heat preservation is over, furnace cool the bar to room temperature.
[0064] A Ti-55531 titanium alloy bar material after multi-stage heat treatment was obtained. Its microstructure is as Figure 5 As shown, th...
Embodiment 3
[0081] This embodiment is a forming method for realizing microstructure refinement of a Ti-7333 metastable β-type titanium alloy structure with a wall thickness less than 0.8 mm. The specific process is:
[0082] Step 1, multi-stage heat treatment in the β / (α+β) phase zone:
[0083] Ti-7333 titanium alloy rods with a specification of Φ90mm are used, and the phase transition temperature is 850°C. Put the Ti-7333 titanium alloy bar into a vacuum heat treatment furnace for multi-stage heat treatment to obtain a lamellar structure. The heat treatment system is as follows: first heat it to 50°C above the β transformation point and keep it for 30 minutes; The cooling rate of min is to furnace cool the bar to 700°C, and continue to keep warm for 30 minutes under this condition; after the heat preservation is completed, furnace cool the bar to room temperature.
[0084] A Ti-7333 titanium alloy bar material that has undergone multi-stage heat treatment is obtained. Its microstructur...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Average grain size | aaaaa | aaaaa |
| Average size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com