


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Preparation method of superhard boron carbide ceramic reinforced iron-based alloy composite wear-resistant coating
A boron carbide ceramic and iron-based alloy technology, applied in the field of materials, can solve the problems of low bonding strength and large residual stress, and achieve the effects of good self-lubrication, low cost, excellent anti-cutting and anti-adhesive wear.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
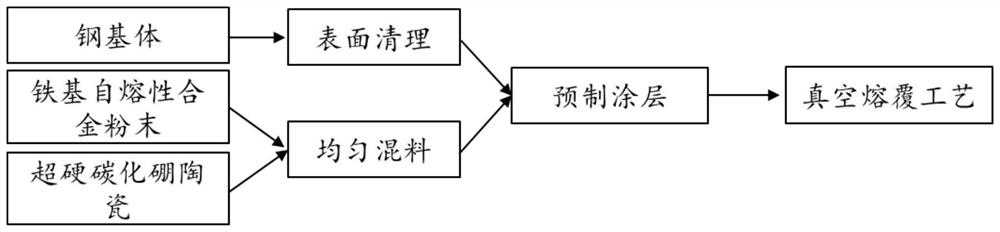
[0044] Process such as figure 1 shown;
[0045] Prepare boron carbide ceramic particles and iron-based self-fluxing alloy powder as raw materials; the particle size of boron carbide ceramic particles is 10-40 μm, and the particle size of iron-based alloy powder is 40-100 μm; the iron-based self-fluxing alloy is FeCrBSi (Fe60) molten alloy;
[0046] Prepare the 45# steel matrix that has been surface treated to form the surface to be clad, with a size of 60mm×60mm×10mm;
[0047] Put boron carbide ceramic particles and iron-based alloy powder into a ball mill for dry ball milling and mixing. The ball-to-material ratio during ball milling and mixing is 2, the ball milling mixing time is 6 hours, and the ball milling speed is 300rpm to obtain a mixed powder; the boron carbide ceramic particles are mixed during ball milling. The mass accounts for 10% of the total mass of boron carbide ceramic particles and iron-based alloy powder;
[0048] Add a binder to the mixed powder and sti...
Embodiment 2
[0054] Method is with embodiment 1, and difference is:
[0055] (1) The iron-based self-fluxing alloy is a Fe-Cr-C alloy;
[0056] (2) The substrate is 304 stainless steel substrate, the size
[0057] (3) The ball-to-material ratio during ball milling is 3, the time is 3h, and the rotating speed is 500rpm; the quality of boron carbide ceramic particles accounts for 20% of the total mass of boron carbide ceramic particles and iron-based alloy powder;
[0058] (4) The thickness of the prefabricated coating is 2 mm; the binder is absolute ethanol;
[0059] (5) During vacuum cladding, first raise the temperature to 400°C and keep it warm for 30 minutes; then raise the temperature to the melting point of iron-based alloy powder and keep it warm for 50 minutes;
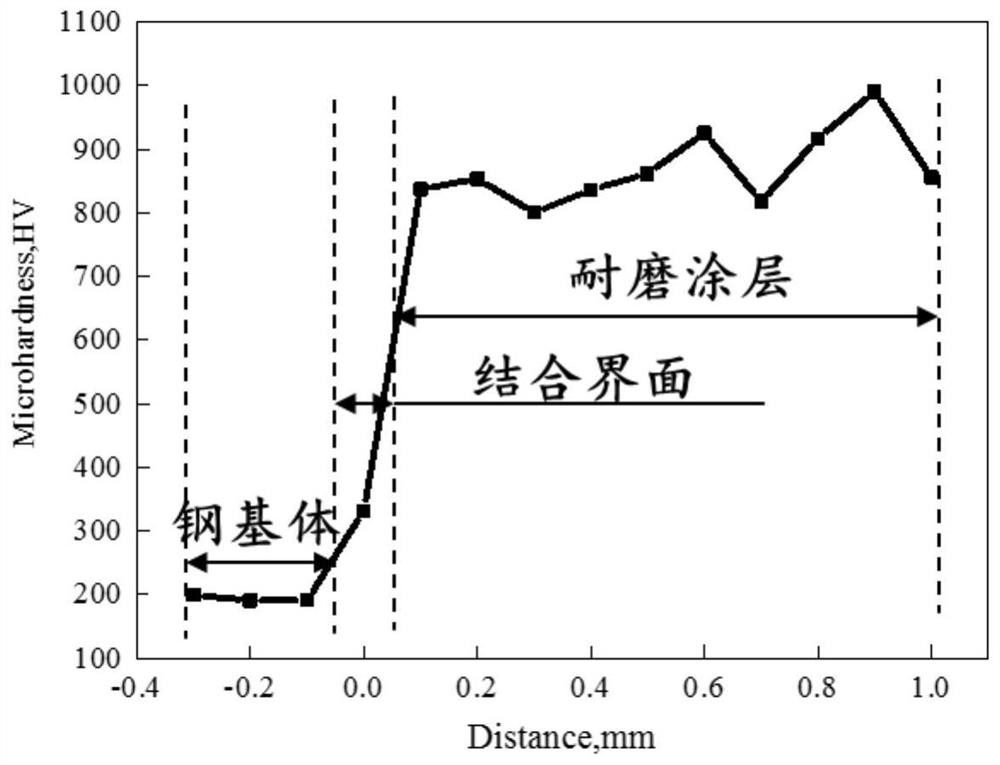
[0060] The microhardness of the iron-based alloy composite wear-resistant coating reinforced by boron carbide ceramic particles is 500-1300HV.
Embodiment 3
[0062] Method is with embodiment 1, and difference is:
[0063] (1) The ball-to-material ratio during ball milling is 2.5, the time is 4h, and the rotating speed is 400rpm; the quality of boron carbide ceramic particles accounts for 5% of the total mass of boron carbide ceramic particles and iron-based alloy powder;
[0064] (2) The thickness of the prefabricated coating is 3mm; the binder is water glass;
[0065] (3) During vacuum cladding, first raise the temperature to 350°C and keep it warm for 40 minutes; then raise the temperature to the melting point of iron-based alloy powder and keep it warm for 40 minutes;
[0066] The microhardness of the iron-based alloy composite wear-resistant coating reinforced by boron carbide ceramic particles is 500-1300HV.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com