A face grinding process of a wear-resistant disc of a hydraulic motor
A processing technology and hydraulic motor technology, which is applied in metal material coating technology, manufacturing tools, furnaces, etc., can solve the problems of easy deformation and unequal end faces of heat treatment, achieve excellent performance, improve processing efficiency, and ensure parallelism.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
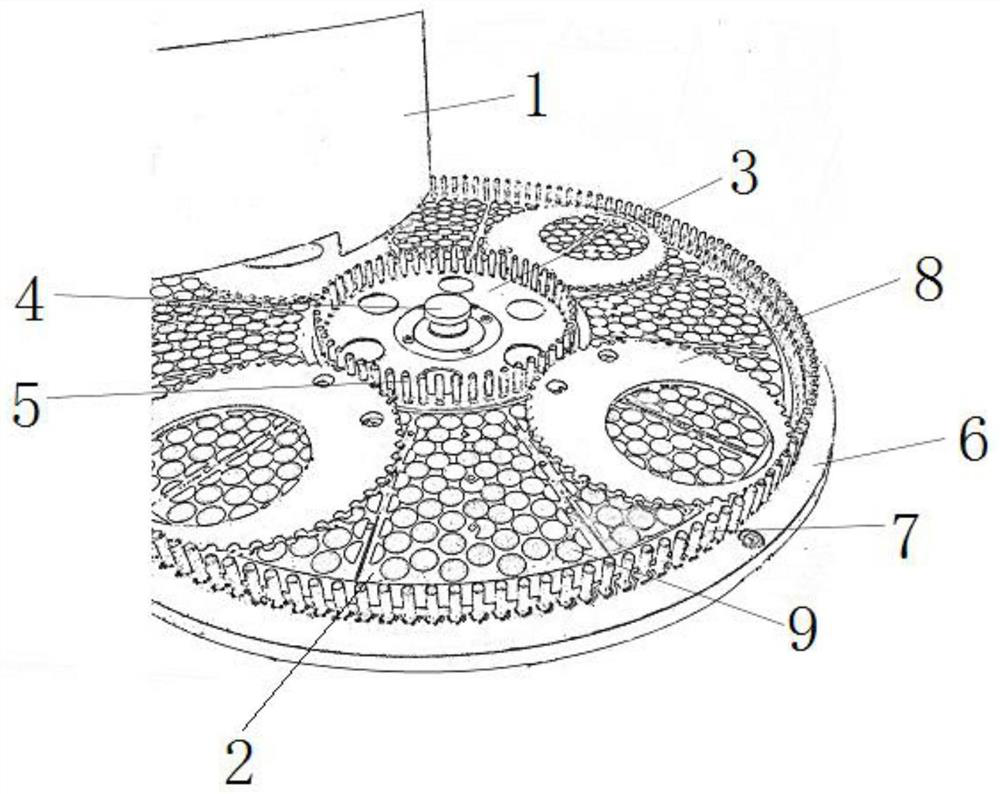
[0041] Such as figure 1 The end face grinding process of a hydraulic motor wear plate shown includes the following steps:
[0042] S1: turning, milling
[0043] 20CrMo steel is selected as the wear-resistant disc blank, and the wear-resistant disc blank is preheated, and then turned and milled to obtain a wear-resistant disc blank;
[0044] Wherein: the 20CrMo steel described in step S1 includes the following raw materials in mass percentage: 0.17% carbon, 0.17% silicon, 0.4% manganese, 0% sulfur, 0% phosphorus, 0.80% chromium, 0.15% molybdenum , 0% nickel, 0% copper, and the balance is iron;
[0045] Pretreatment: Put the wear-resistant disc blank into a vacuum low-pressure carburizing and high-pressure gas quenching furnace, under the protection of Ar gas, heat up to 650-770°C, keep it for 0.5h, then anneal to 530-540°C, keep it for 2 hours -3h, then cool down to room temperature; turning and milling: the 20CrMo steel to be processed will meet the thickness (drawings requir...
Embodiment 2
[0059] Such as figure 1 The end face grinding process of a hydraulic motor wear plate shown includes the following steps:
[0060] S1: turning, milling
[0061] 20CrMo steel is selected as the wear-resistant disc blank, and the wear-resistant disc blank is preheated, and then turned and milled to obtain a wear-resistant disc blank;
[0062] Wherein: the 20CrMo steel described in step S1 includes the following raw materials in mass percentage: 0.24% carbon, 0.37% silicon, 0.70% manganese, 0.025% sulfur, 0.035% phosphorus, 1.10% chromium, 0.25% molybdenum , 0.3% nickel, 0.3% copper, and the balance is iron;
[0063] Pretreatment: Put the wear-resistant disc blank into the vacuum low-pressure carburizing and high-pressure gas quenching furnace, under the protection of Ar gas, heat up to 650-770°C, keep it for 0.5h, then anneal to 530-540°C, keep it for 3h , and then cool down to room temperature; turning and milling: the 20CrMo steel to be processed will meet the thickness (th...
Embodiment 3
[0077] Such as figure 1 The end face grinding process of a wear-resistant disc of a hydraulic motor is shown, including the following steps:
[0078] S1: turning, milling
[0079] 20CrMo steel is selected as the wear-resistant disc blank, and the wear-resistant disc blank is preheated, and then turned and milled to obtain a wear-resistant disc blank;
[0080] Wherein: the 20CrMo steel described in step S1 includes the following raw materials in mass percentage: 0.20% carbon, 0.30% silicon, 0.55% manganese, 0.015% sulfur, 0.02% phosphorus, 0.9% chromium, 0.19% molybdenum , 0.15% nickel, 0.15% copper, and the balance is iron;
[0081] Pretreatment: Put the wear-resistant disc blank into a vacuum low-pressure carburizing and high-pressure gas quenching furnace, under the protection of Ar gas, heat up to 680-730°C, keep it for 0.5h, then anneal to 530-540°C, keep it for 2h , and then cool down to room temperature; turning and milling: the 20CrMo steel to be processed will meet ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface smoothness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com