


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Device for preparing high-performance magnesium alloy through large plastic deformation and preparation method
A large plastic deformation, magnesium alloy technology, applied in forging/pressing/hammer devices, manufacturing tools, metal processing equipment, etc., can solve the problems of large free forging allowance, magnesium alloy folding, cracks, etc., to achieve less machining allowance , the tensile stress is small, the effect of eliminating internal defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
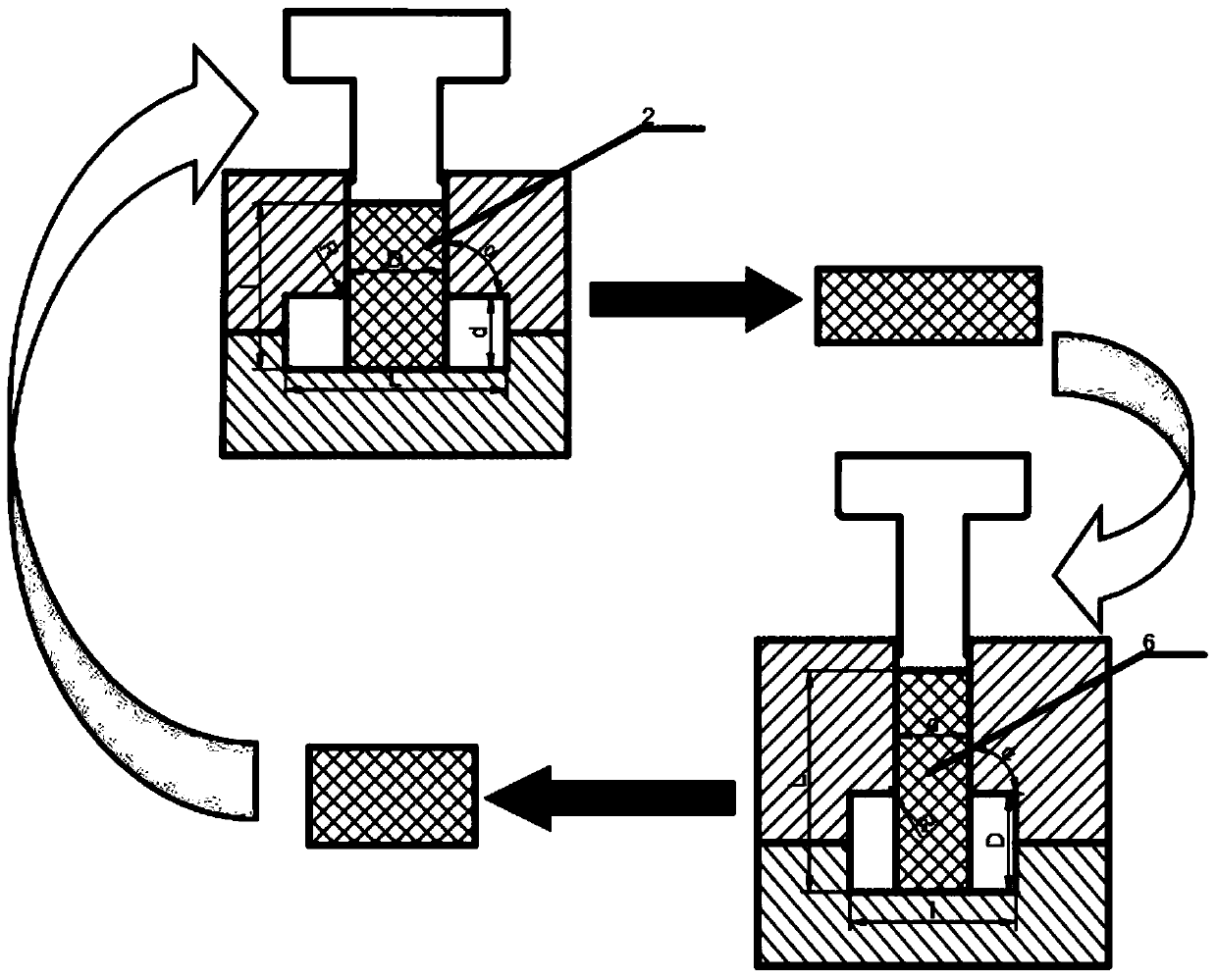
[0053] A method for preparing a high-performance magnesium alloy with large plastic deformation, comprising the steps of:
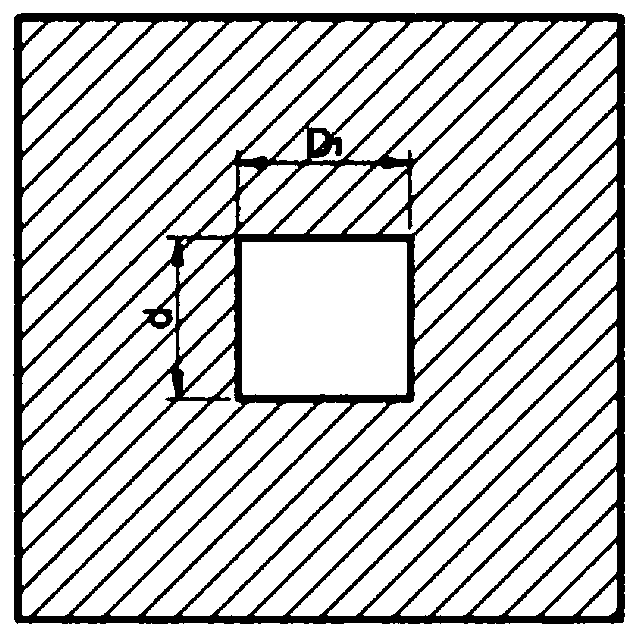
[0054] Step 1. Select a die with a die-extrusion ratio of 2, select the corresponding magnesium alloy billet size according to the die size as 3mm*8.1mm*3mm, and the die-extrusion channel size as 3mm*8mm*3mm, place the magnesium alloy billet Put it into a muffle furnace with a temperature of 400°C for 18 hours, then take it out and put it in pure water to cool to room temperature;
[0055] Step 2. Position and assemble the mold-upper die 3 and the die-down die 4 of the mold one to form a mold-die, and heat the mold-die and mold-punch 1 in a muffle furnace at 400°C for 1.5 hours. And evenly smear lubricant (No. 74 cylinder oil and graphite with a particle size of 400 mesh) in the first cavity of the mold. The mold is fixed on the extruder table;
[0056] Step 3. Preheat the homogenized magnesium alloy billet, heat it in a muffle furnace at 450° C. for 30...
Embodiment 2
[0063] A method for preparing a high-performance magnesium alloy with large plastic deformation, comprising the steps of:
[0064] Step 1. Select a die with a die-extrusion ratio of 1, select the corresponding magnesium alloy billet size according to the die size as 6mm*6.1mm*6mm, and the die-extrusion channel size as 12mm*3mm*6mm, place the magnesium alloy billet Put it into a muffle furnace with a temperature of 450°C for 12 hours, then take it out and put it in pure water to cool to room temperature;
[0065] Step 2. Position and assemble the upper die 3 of die one and the lower die 4 of die one to form a die one die, heat the die one die and die one punch 1 to 320°C for 1 hour, and place them in the die one Apply lubricant evenly in the cavity of the concave mold (70% of No. 74 cylinder oil and 30% of molybdenum disulfide with a particle size of 400 mesh), and then fix the mold and the concave mold on the extruder workbench;
[0066] Step 3. Preheat the homogenized magnes...
Embodiment 3
[0073] A method for preparing a high-performance magnesium alloy with large plastic deformation, comprising the steps of:
[0074] Step 1. Select a die with a die-extrusion ratio of 1.4, select the corresponding magnesium alloy billet size 8mm*13.6mm*7.5mm according to the die size, and the die-extrusion channel size is 18mm*6mm*7.5mm, and the magnesium alloy billet Put it into a muffle furnace with a temperature of 350°C for 25 hours, then take it out and put it into pure water to cool to room temperature;
[0075] Step 2. Position and assemble the mold-upper die 3 and the die-down die 4 of mold one to form mold-die, preheat mold-die and mold-punch 1 in a muffle furnace at 370°C Insulate for 2 hours, and evenly apply lubricant (glass lubricant with a particle size of 109~190μm) in the first cavity of the mold, and then fix the first concave mold on the extruder workbench;
[0076] Step 3. Heating the homogenized magnesium alloy billet to 400° C. for 20 minutes, putting it in...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com