Control method for increasing number of graphite nodule by solid solution strengthening ferrite nodular cast iron with thick and large cross section
A technology of solid solution strengthening and nodular cast iron, which is applied in the field of casting metals, can solve the problems of poor graphite shape at hot joints, poor control of graphite shape, and difficult control of graphite shape, so as to improve uniformity and prevent core shrinkage Defects, the effect of increasing the number of graphite balls
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0044] A control method for increasing the number of graphite nodules in solid-solution strengthened ferritic nodular cast iron with thick and large sections, the steps of the method include:
[0045] (1) Material selection: pig iron, scrap steel; low rare earth magnesium ferrosilicon alloy nodulizer, covering agent with component content C≤0.3%, Mn≤0.30%, P≤0.035%, S:≤0.03%, and the balance is Fe Silicon steel sheet, the primary inoculant chooses silicon aluminum calcium barium inoculant, and the flow inoculant uses silicon aluminum inoculant;
[0046] (2) Smelting: pig iron and scrap steel are put into electric furnace for smelting to obtain molten iron, and the temperature of molten iron is 1420-1450°C;
[0047] (3) Spheroidizing treatment: Add low rare earth magnesium ferrosilicon alloy spheroidizing agent into the ladle, wherein the composition of the spheroidizing agent is: Mg 5.5-6.2%, Si 40-50%, RE 0.15-0.40%, and the rest is Iron, the addition of nodulizer is 1.0% of...
Embodiment 2
[0059] Guaranteed to obtain the element composition of molten iron with fixed composition as follows: C: 3.65%, Si: 3.70%, Mn: 0.18%, P: ≤0.030%, S: 0.012%, Sb: 0.004%, Mg: 0.04%, RE≤0.010 %, the rest is Fe. In addition, the cooling conditions of the present embodiment are molded according to the graphite chilled iron mode, and the metallographic photo of the casting obtained is as attached Figure 5-6 Shown: After the test block is chilled by the graphite cold iron, the shape of the graphite balls, the number of graphite balls and the distribution of graphite at the edge and the center are more uniform, and the properties of the edge and the center are closer. This is because the cold iron makes the whole test block The cooling capacity is improved synchronously, the synchronization of austenite phase transformation becomes better, and the phase transformation proceeds in the direction that is conducive to the formation of graphite and ferrite. The castings use 250 square tes...
Embodiment 3
[0062] Guaranteed to obtain the elemental composition of molten iron with a fixed composition as follows: C: 3.50%, Si: 3.80%, Mn: 0.15%, P: ≤0.030%, S: 0.015%, Sb: 0.004%, Mg: 0.035%, RE≤0.010 %, the rest is Fe.
[0063] In addition, the cooling conditions of the present embodiment are molded according to the cast iron chill (material is QT400-18AL), and the metallographic photo of the casting obtained is as attached Figure 7-8 As shown: the chilling effect of cast iron chills is better than that of graphite chills. When the test block is solidified, the austenite phase changes into graphite and ferrite with better synchronization, so the number of graphite balls is more, and the mechanical properties of the material change. better.
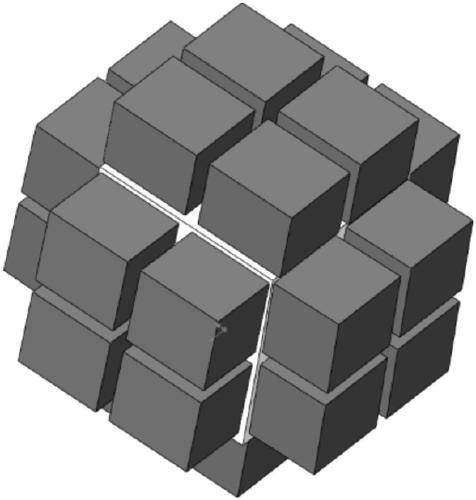
[0064] as attached Figure 1-2 , the specific casting adopts 250 square test blocks (the length, width and height of the test block size are 250×250×250mm), the chill iron size is 100×100×80mm, and the chill iron spacing is 30mm; a 400 square...
PUM
| Property | Measurement | Unit |
|---|---|---|
| spheroidization rate | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com