


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for preparing oxide dispersion strengthened alloy through powder forging
A technology of powder forging and dispersion strengthening
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] Argon atomization of Fe-12Cr-4.5Al-0.5Ti-0.2W-0.5V pre-alloyed powder with particle size 2 o 3 Mix them, put them into a ball mill tank, and fill them with protective gas for ball milling after exhausting the air. The specific parameters of the ball mill are as follows: speed 300r / min, ball-to-material ratio 10:1, ball mill time 40h, to obtain mechanically alloyed powder; fill the above powder Shake it into the low-carbon steel ladle. The size of the sheath is as follows: outer diameter 800mm, wall thickness 3mm, height 100mm, upper and lower cover thickness 10mm, and a small hole with a diameter of 6mm drilled on the top; degassing at 400°C for 4 hours , the vacuum reaches 10 -4Welding and sealing after Pa; forging the sheath as a whole, the initial forging temperature is 1200°C, the final forging temperature is 900°C, and the final deformation is 400%; the sheath is removed by mechanical processing, and the oxide dispersion strengthened alloy rod after hot forging is ...
Embodiment 2
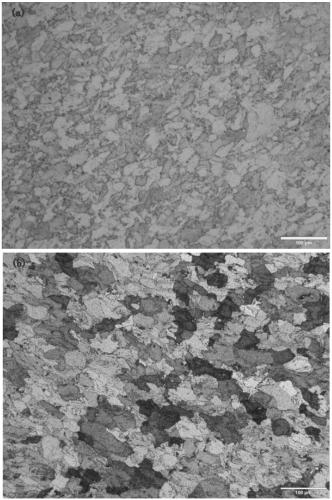
[0046] Argon atomization Fe-16Cr-4.5Al-0.3Ti pre-alloyed powder with particle size 2 o 3 After the powder is mixed, put it into a ball mill jar, ball mill it under the protection of high-purity Ar gas, and seal it by welding. The size of the sheath is as follows: outer diameter 800mm, wall thickness 3mm, height 100mm, upper and lower covers both 10mm thick, and a small hole with a diameter of 8mm drilled on the top; the sheath is forged as a whole, the initial forging temperature is 1200°C, and the final forging temperature is 1000°C , Hot forging with a large amount of deformation, the final diameter is 23mm. Then the forging billet with sheath was kept at 1000°C for 1 hour for homogenization treatment. The sheath was removed by mechanical processing to obtain an oxide dispersion strengthened alloy rod with a diameter of 20 mm. After the powder forging alloy billet was processed by rolling, the microstructure of the alloy was observed. figure 2 (a) is the alloy structure p...
Embodiment 3
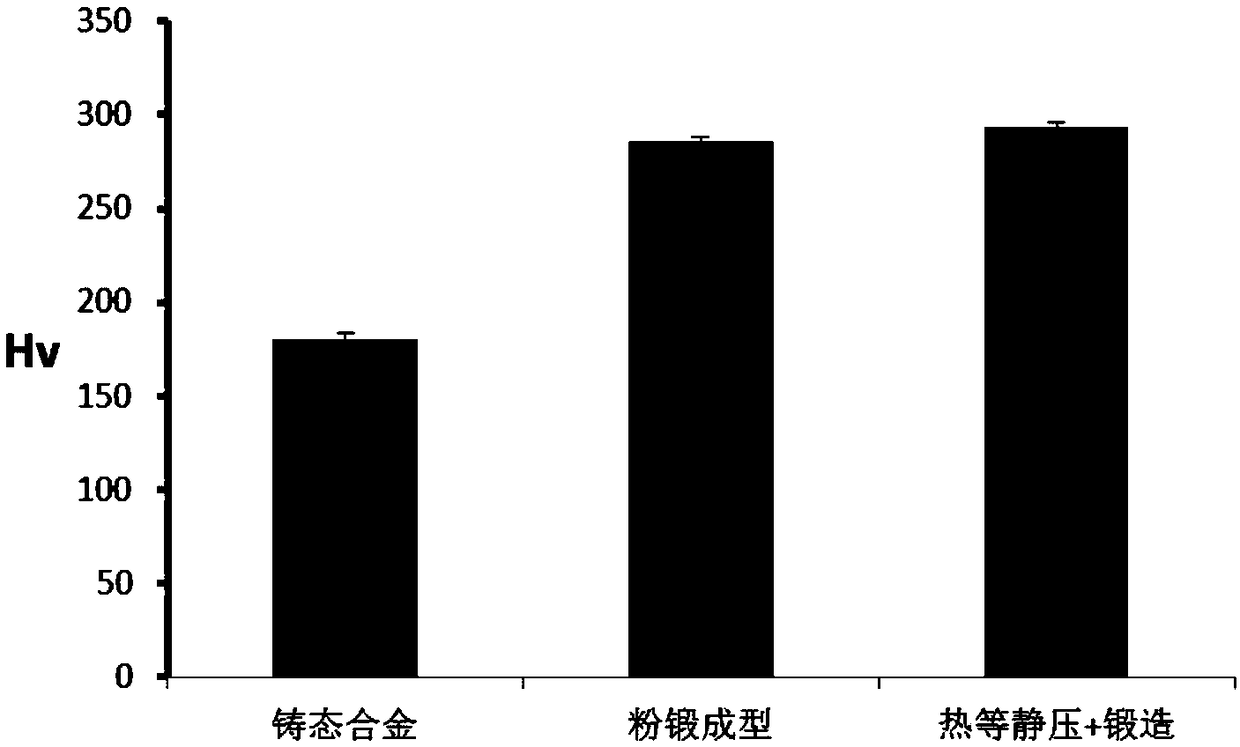
[0048] The Fe-16Cr-3Al-0.5Ti-2W-0.5V-0.5Y pre-alloyed powder with a particle size of -3 Pa, the heating time is 2h, then oxidation treatment is carried out under the conditions of 20Pa pure oxygen and 300°C, and then put into the sheath for welding and sealing; the sheath is forged as a whole, the initial forging temperature is 1150°C, the final forging temperature is 1050°C, and finally forged to The diameter is 23mm, and the sheath is removed by mechanical processing to obtain an oxide dispersion strengthened alloy rod with a diameter of 20mm. The alloy rod is prepared by swaging, and the alloy processed by hot isostatic pressing + hot forging + swaging Bars are compared to get image 3 Hardness comparison shown. The hardness of powder forging and hot isostatic pressing alloys is equivalent and higher than that of as-cast alloys, indicating that the second phase strengthening plays a role.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Temperature tensile strength | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com