Combined roller sleeve, manufacturing method thereof and roller
A manufacturing method and technology of composite rolls, which are applied in the field of casting rolls and rolls, can solve problems such as easy loosening, cracks or falling blocks, and differences in physical and chemical properties, and achieve the effects of firm metallurgical bonding, increased service life, and good metallurgical bonding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
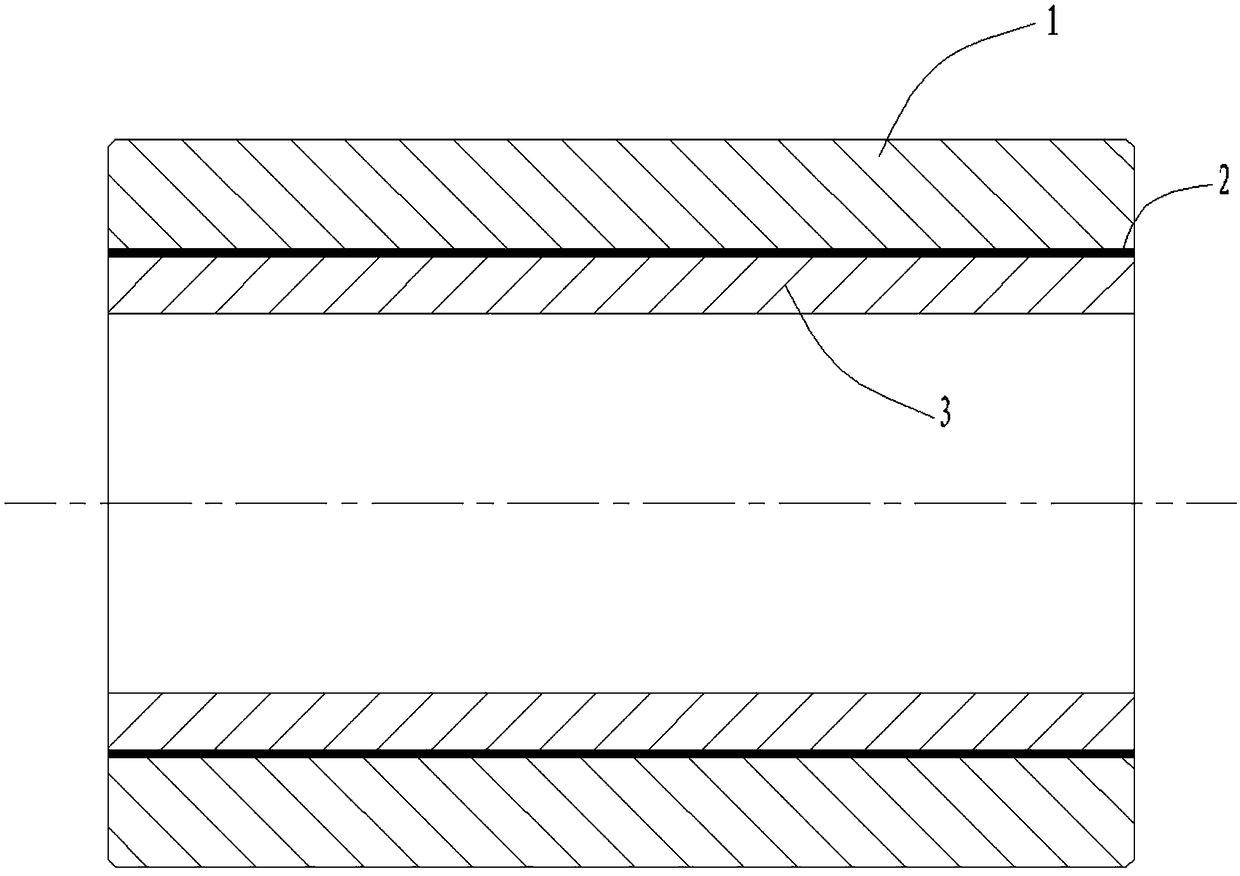
[0032] Please refer to figure 1, a composite roll sleeve of the present embodiment, the composite roll sleeve includes: an outer working layer 1, a composite transition layer 2 and an inner seamless pipe 3, the inner seamless pipe 3 is a prefabricated low-carbon seamless steel pipe, and the outer The working layer 1 is a cast-in-place wear-resistant alloy steel layer, and the composite transition layer 2 is a transition layer formed by the reaction of the thermite and slagging agent with the cast-in-place alloy liquid to form molten iron and the molten iron on the surface of the inner seamless pipe 3. The outer working layer 1, the composite transition layer 2 and the inner seamless pipe 3 are metallurgically bonded.
[0033] In a preferred embodiment, the outer working layer 1 has a thickness of 20 mm to 80 mm, the composite transition layer 2 has a thickness of 0.1 mm to 5.0 mm, and the inner seamless pipe 3 has a thickness of 10 mm to 50 mm. More preferably, the outer work...
Embodiment 2
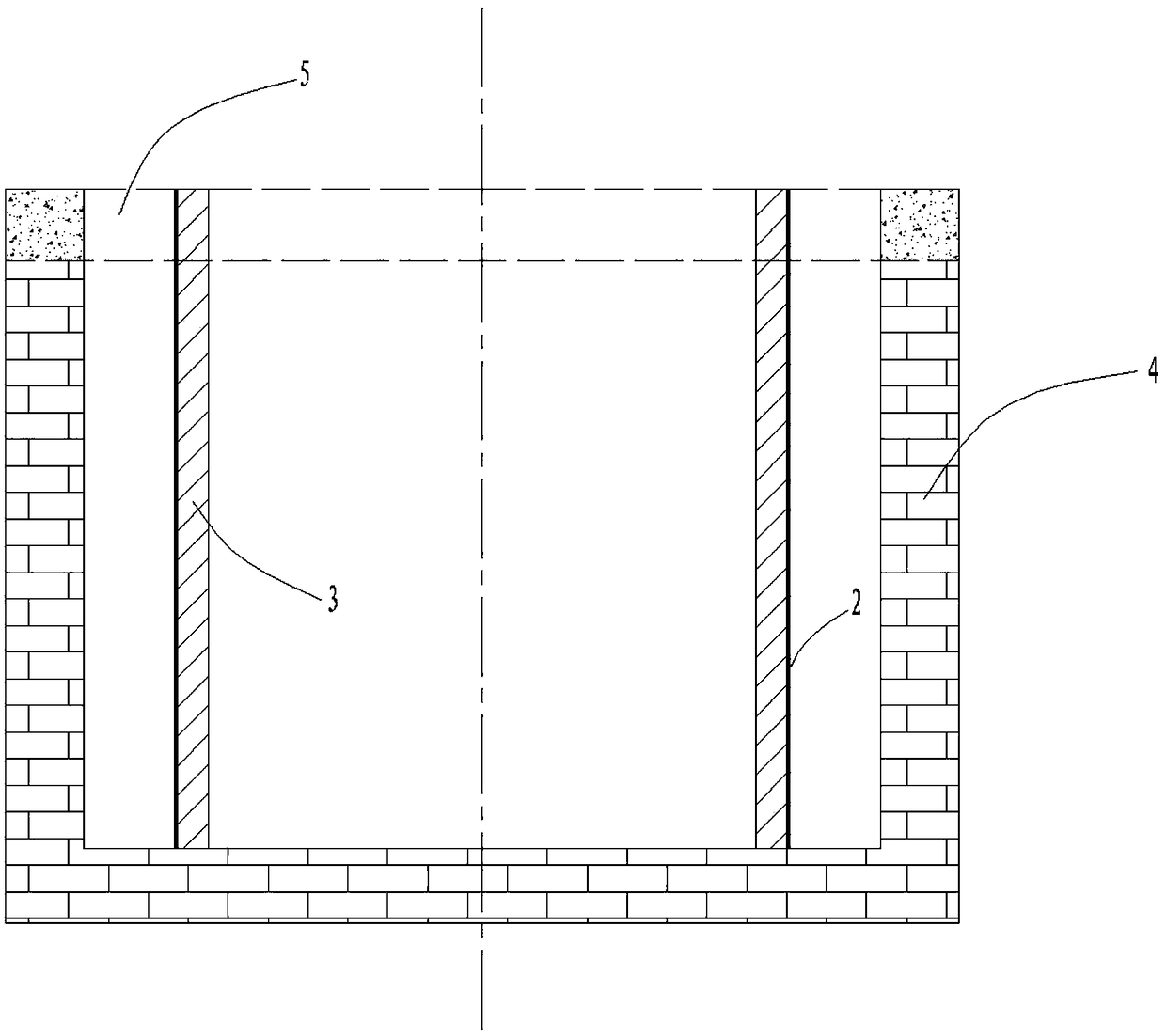
[0035] Please refer to figure 2 , the manufacturing method of a kind of composite roller cover of present embodiment, this manufacturing method comprises the following steps:
[0036] Step 1: Prepare a low-carbon seamless steel pipe with a predetermined size as the inner seamless pipe of the composite roll sleeve, and remove the dirt and oxide layer on the surface of the inner seamless pipe.
[0037] Step 2, mixing and stirring the thermite and slag forming agent to form cement, and evenly coating the outer surface of the inner seamless pipe 3, the coating thickness of the thermite and slagging agent is 0.5mm-5.0mm .
[0038] Step 3: install the inner layer seamless pipe 3 coated with thermite and slagging agent into the casting mold 4, and control the temperature of the inner layer seamless pipe 3 in the casting mold 4 at 0°C to 500°C .
[0039] Step 4: Pour the smelted alloy liquid from the casting port 5 into the casting mold 4. The temperature of the alloy liquid durin...
Embodiment 3
[0044] A roll in this embodiment includes the composite roll sleeve described in Embodiment 1; or, includes the composite roll sleeve manufactured by the manufacturing method described in Embodiment 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com