Laser-induced monotectic and isomorphous reaction welding method for titanium-nickel heterogenic joint
A technology of laser induction and welding method, used in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problems of brittle fracture of welded joints, poor plasticity of welds, differences in thermophysical properties, etc., and achieve good The effect of high mechanical properties and weld interface bonding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
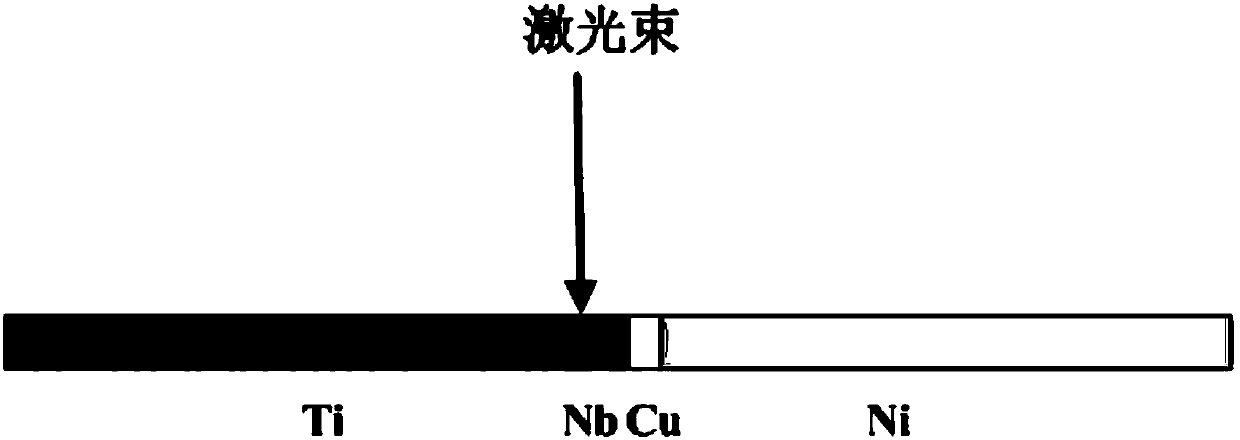
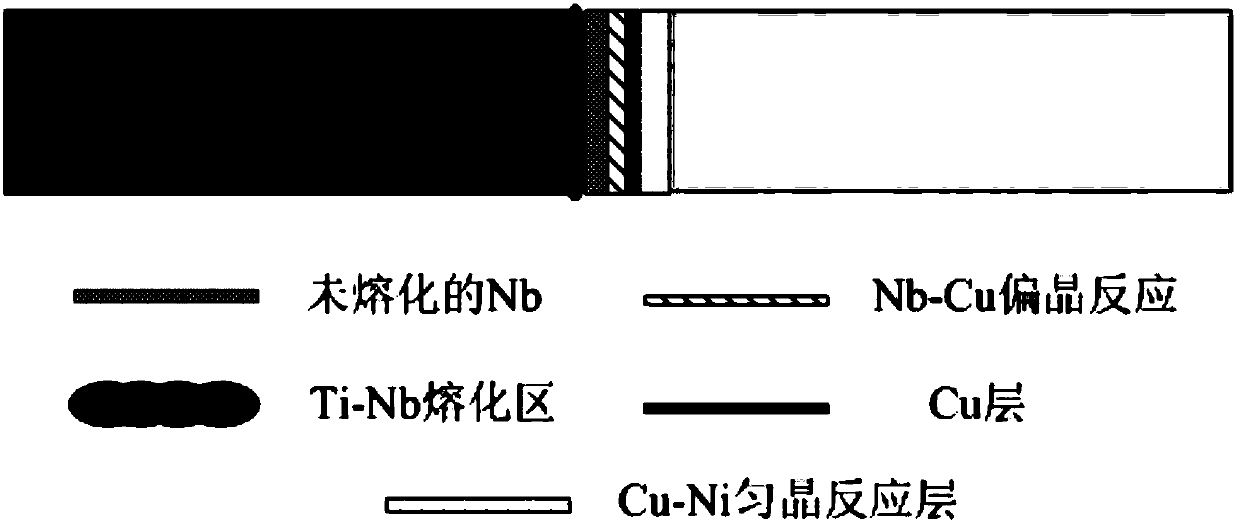
[0029] In order to obtain titanium-nickel heterogeneous joints, pulse laser welding is performed on TC4 titanium alloy and Inconel 718, in which the TC4 titanium alloy plate is the same size as the Inconel 718 plate, which is 100mm (length) × 50mm (width) × 1.0mm (thickness) ), put the niobium and Cu interlayer solder between the interface between the TC4 titanium alloy plate and the Inconel 718 test plate to ensure that there is no gap between the interfaces of Ti / Nb, Nb / Cu and Cu / Ni interfaces, and the width of the niobium interlayer solder is 1.0mm, the width of the Cu interlayer solder is 50μm, the pulse laser spot is placed at a distance from the Ti / Nb interface, and the pulse laser welding is performed under the double-sided argon protective atmosphere, such as figure 1 and figure 2 As shown, the melting is controlled in the area near the Ti / Nb interface, and the Nb foil near the Cu side does not melt. Relying on the heat provided by the heat conduction from the molten ...
Embodiment 2
[0034]In order to obtain titanium-nickel heterogeneous joints, TC4 titanium alloy and Inconel 718 are pulsed laser welded, and the TC4 titanium alloy plate is the same size as the Inconel 718 plate, which is 100mm (length) × 50mm (width) × 1.0mm (thick), place the niobium and copper interlayer solder between the interface of the TC4 titanium alloy plate and the Inconel 718 plate to ensure that there is no gap between the Ti / Nb, Nb / Cu and Cu / Ni interfaces, and the width of the niobium interlayer solder The thickness of the Cu interlayer solder is 0.8mm, and the thickness of the Cu interlayer solder is 30μm. The pulse laser spot is placed at a distance of 0.2mm from the Ti / Nb interface close to the Ti side, and the pulse laser welding is performed under the double-sided argon protective atmosphere. The pulse laser welding process parameters are: laser peak value The power is 1.7kW, the pulse width is 20ms, the pulse frequency is 40Hz, the welding speed is 600mm / min, the defocus i...
Embodiment 3
[0038] In order to obtain titanium-nickel heterogeneous joints, TC4 titanium alloy and Inconel 718 were pulsed laser welded, and the TC4 titanium alloy plate was the same size as the Inconel 718 plate, which was 100mm (length) × 50mm (width) × 1.0mm ( Thick), put the niobium and copper interlayer solder between the TC4 titanium alloy plate and the interface with the Inconel 718 plate to ensure that there is no gap between the Ti / Nb, Nb / Cu and Cu / Ni interfaces, and the width of the niobium interlayer solder The thickness of the Cu interlayer solder is 0.9mm, and the thickness of the Cu interlayer solder is 40μm. The pulse laser spot is placed at a distance of 0.2mm from the Ti / Nb interface close to the Nb side, and the pulse laser welding is performed under the double-sided argon protective atmosphere. The pulse laser welding process parameters are: laser peak value The power is 1.6kW, the pulse width is 15ms, the pulse frequency is 50Hz, the welding speed is 800mm / min, the defo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com