Method for preparing PLGA/PCL/nHA composite bone repair porous scaffold by 3D printing technology as well as product and application of method
A 3D printing and porous scaffold technology, which is applied in medical science, tissue regeneration, prosthesis, etc., can solve problems such as poor compatibility and affecting the mechanical properties of mixed materials, and achieve the effect of improving mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
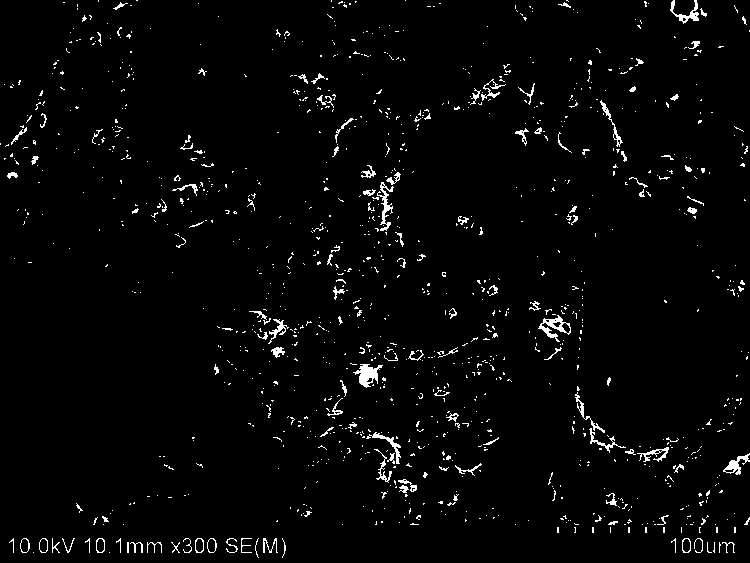
[0026] Weigh 4 g of PLGA (10W) and PCL (8W) according to the mass ratio of 9:1, add 1 g of nHA powder into 10 mL of 1,4-dioxane, add 0.2 g of tributyl citrate as a compatibilizer, and Stir mechanically for more than 24 hours to fully dissolve and mix the materials evenly to prepare 3D printing "ink". figure 1 is the SEM image of the prepared hybrid material, nHA particles are uniformly dispersed in the polymer material. The 3D printer is Bio-Architect ®-WS. Put the above "ink" in the barrel of the 3D printer. The discharge needle is selected to be 150 μm. The printing parameters are set: each layer is printed in parallel, the gap is 0.2mm, and the Z-axis direction rises each time. The height is 0.2mm, the layers are vertically cross-stacked, the extrusion speed is set to 2mm / s, the temperature of the receiving platform is -15°C, and the printing size is 4mm*4mm*4mm cube. After the scaffold was printed, it was freeze-dried for 48 hours, and then dried in a vacuum oven at 50°C ...
Embodiment 2
[0028] Weigh 4 g of PLGA (10W) and PCL (8W) according to the mass ratio of 9:1, add 1 g of nHA powder into 10 mL of 1,4-dioxane, add 0.04 g of compatibilizer tributyl citrate, and mechanically Stir for more than 24 hours to fully dissolve and mix the materials evenly, and prepare the 3D printing "ink". The 3D printer is Bio-Architect ®-WS. Put the above "ink" in the barrel of the 3D printer. The discharge needle is selected to be 150 μm. The printing parameters are set: each layer is printed in parallel, the gap is 0.2mm, and the Z-axis direction rises each time. The height is 0.2mm, the layers are vertically cross-stacked, the extrusion speed is set to 2mm / s, the temperature of the receiving platform is -15°C, and the printing size is 4mm*4mm*4mm cube. After the scaffold was printed, it was freeze-dried for 48 hours, and then dried in a vacuum oven at 50°C for more than 24 hours. The compressive strength within the elastic deformation range of the material is 42.3MPa.
Embodiment 3
[0030] Weigh 4g of PLGA (10W) and PCL (8W) according to the mass ratio of 5:5, add 1g of nHA powder into 10mL of 1,4-dioxane, add 0.2g of compatibilizer tributyl citrate, and mechanically Stir for more than 24 hours to fully dissolve and mix the materials evenly, and prepare the 3D printing "ink". The 3D printer is Bio-Architect®-WS. Put the above "ink" in the barrel of the 3D printer. The discharge needle is selected to be 150 μm. The printing parameters are set: each layer is printed in parallel, the gap is 0.2mm, and the Z-axis direction rises each time. The height is 0.2mm, the layers are vertically cross-stacked, the extrusion speed is set to 2mm / s, the temperature of the receiving platform is -15°C, and the printing size is 4mm*4mm*4mm cube. After the scaffold was printed, it was freeze-dried for 48 hours, and then dried in a vacuum oven at 50°C for more than 24 hours. The compressive strength of the material within the range of elastic deformation is 44.6MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| compressive strength | aaaaa | aaaaa |
| compressive strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com